
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
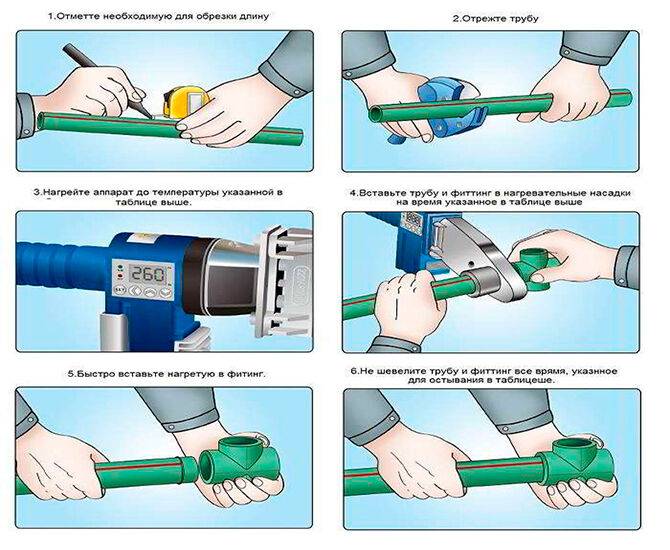
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
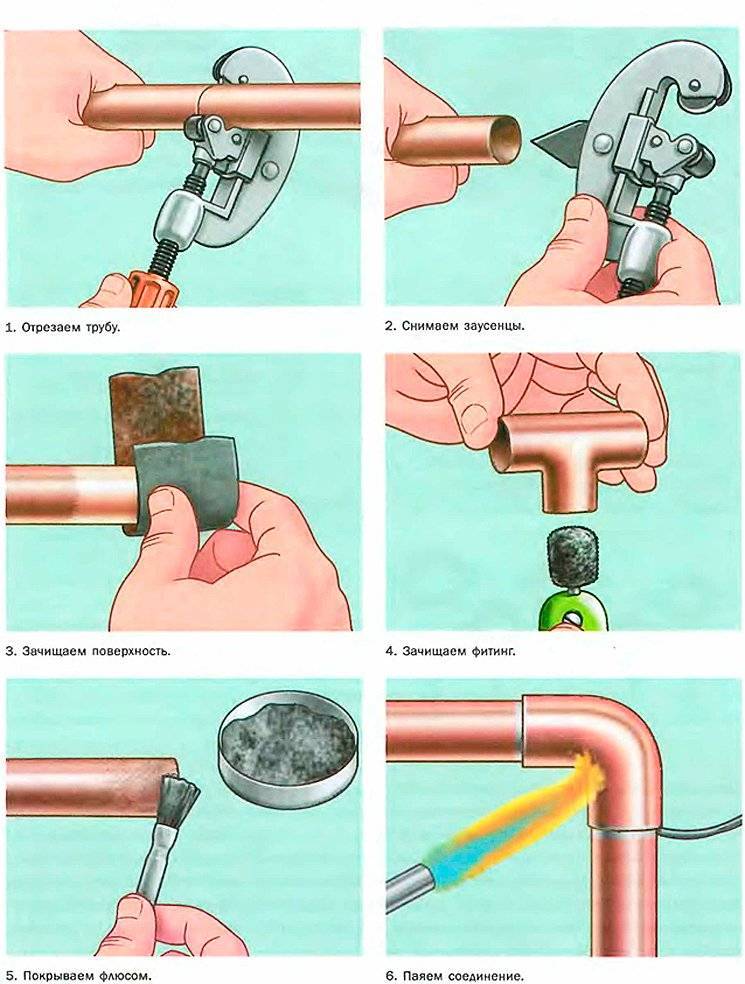
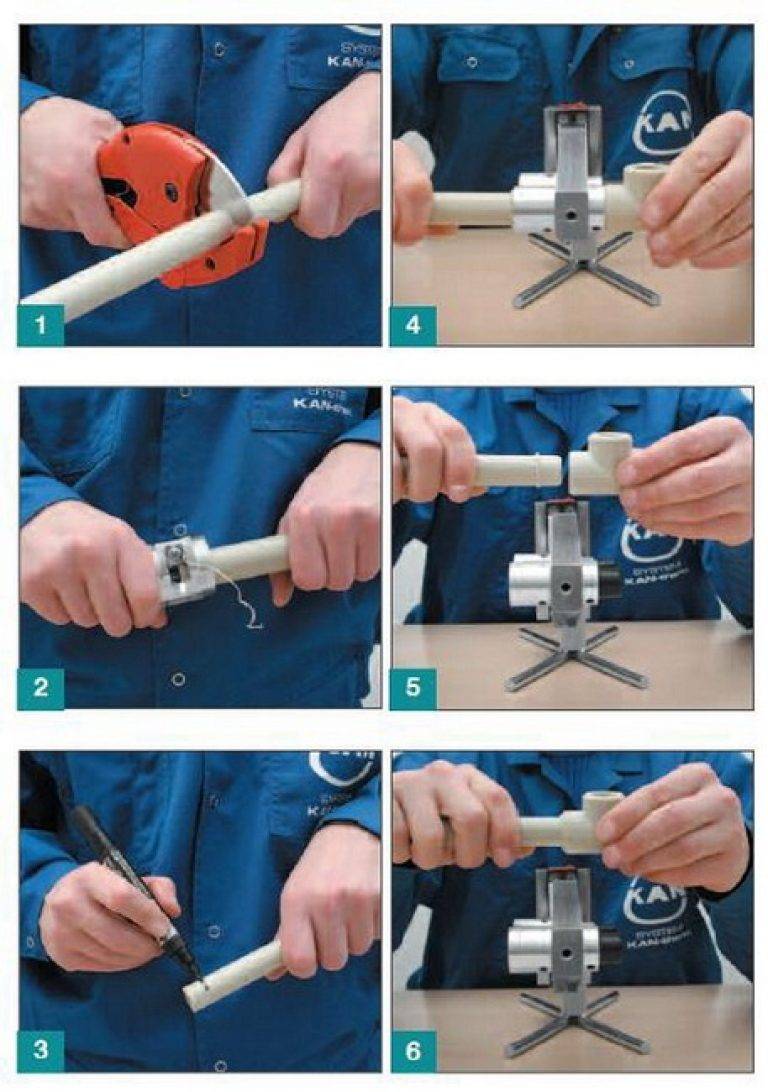
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Сварка пластиковых труб своими руками Узнайте, как выполняется сварка пластиковых труб своими руками. Подробное руководство по подготовке и проведению работы. Фото + видео.





![[инструкция] пайка полипропиленовых труб | видео](https://movai.ru/wp-content/uploads/0/d/6/0d6d83e4bf3bd227ec44d1928f1c37fb.jpeg)
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Оборудование для соединения полипропиленовых труб методом сварки
Сварка труб из полипропилена проводится довольно просто:
- Сварочным аппаратом производят одновременный нагрев свариваемых деталей.
- Выполняют соединение нагретых деталей.
- Фиксируют соединенные детали до полного остывания сварного шва.
Герметичность и прочность грамотно выполненного сварного соединения довольно высоки, за счет чего полипропиленовый трубопровод способен работать при достаточно высоком внутреннем давлении.
Аппарат для сварки полипропиленовых труб довольно прост и в своем устройстве практически не имеет различий в сравнении с обыкновенным домашним утюгом. Он также состоит терморегулятора, нагревающей плиты и ручки. Нагревающая плита обычно имеет два отверстия для крепления к ней сварных элементов (насадок).
В стандартный набор для сварки полипропиленовых труб своими руками, как правило, входит четыре комплекта сварных насадок, позволяющих решать практически любые бытовые задачи (насадки 20, 25, 32 и 40 мм в диаметре). Рабочие поверхности насадок имеют тефлоновое напыление, и поэтому изготовить сварочные элементы самостоятельно нет возможности, поскольку к незащищенной нагретой поверхности будет прилипать пластик.
Внутри набора для сварки, как правило, содержится краткое руководство по ведению сварных работ, по этой причине подробно рассматривать сварочный процесс не имеет смысла. Рассмотрим часто совершаемые ошибки, характерные для новичков сварочного дела.

Сварка армированных полипропиленовых труб выполняется посредством использования такого же сварочного аппарата
Советы по выбору и эксплуатации инструмента
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в аппарате будет пластиковых вставок и частей, тем он будет надежнее
Наличие в приборе качественного терморегулятора позволит более прочно соединять элементы между собой. Мощность паяльника также важна. Для домашней пайки труб небольшого диаметра будет достаточно 700 Вт, а для профессионального использования мощность выбирайте побольше.
Металлические насадки для паяльника обычно имеют тефлоновое покрытие. Чтобы защитить его от царапин, храните аппарат с насадками только в специальном ящике.
Надеемся, вы убедились, что имея в наличии инструкцию пайка полипропиленовых труб своими руками — вполне выполнимая работа даже для неопытного в таких делах мастера. Главными факторами успеха являются аккуратность и точность, а также использование качественного инструмента и комплектующих.
Способы соединения

Организация трубопроводной системы с изгибами и поворотами
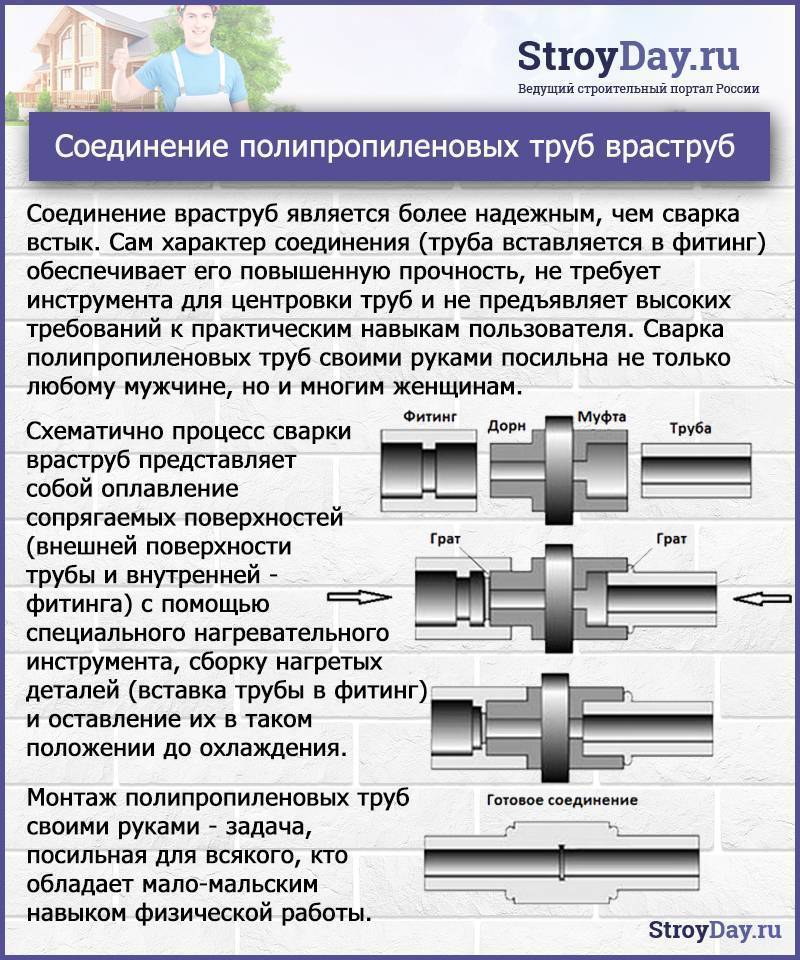
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Свариваемые враструб детали нельзя соединить друг с другом в холодном состоянии.
Лучшие инверторы | ТОП-10 Рейтинг + Отзывы
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
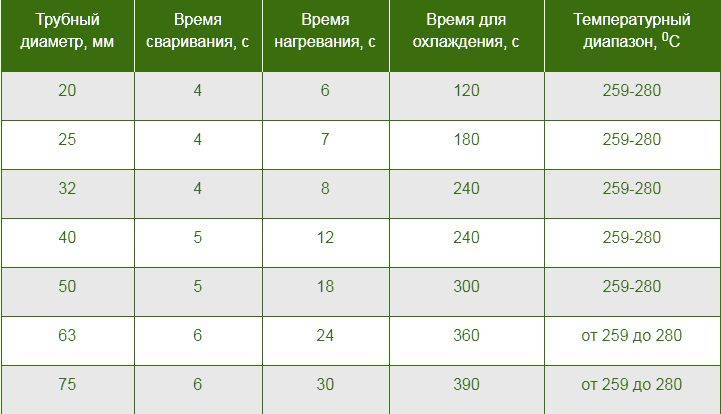
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

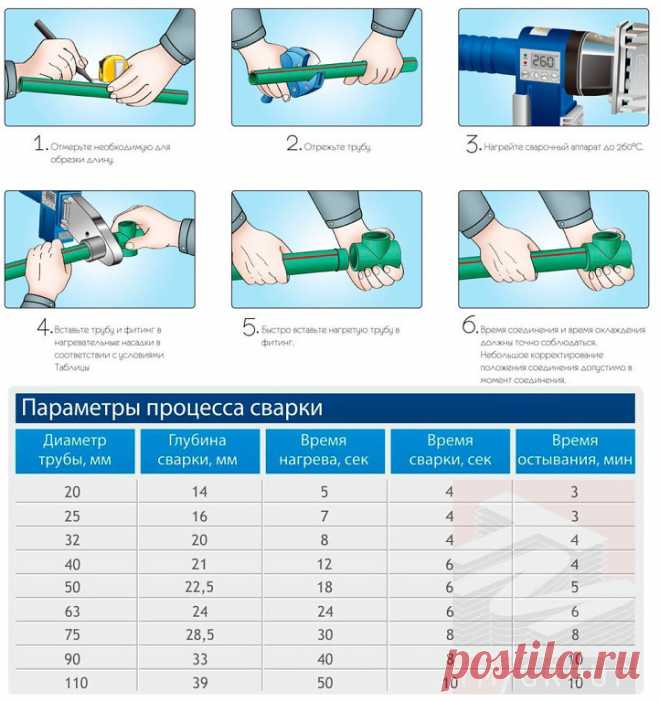
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.








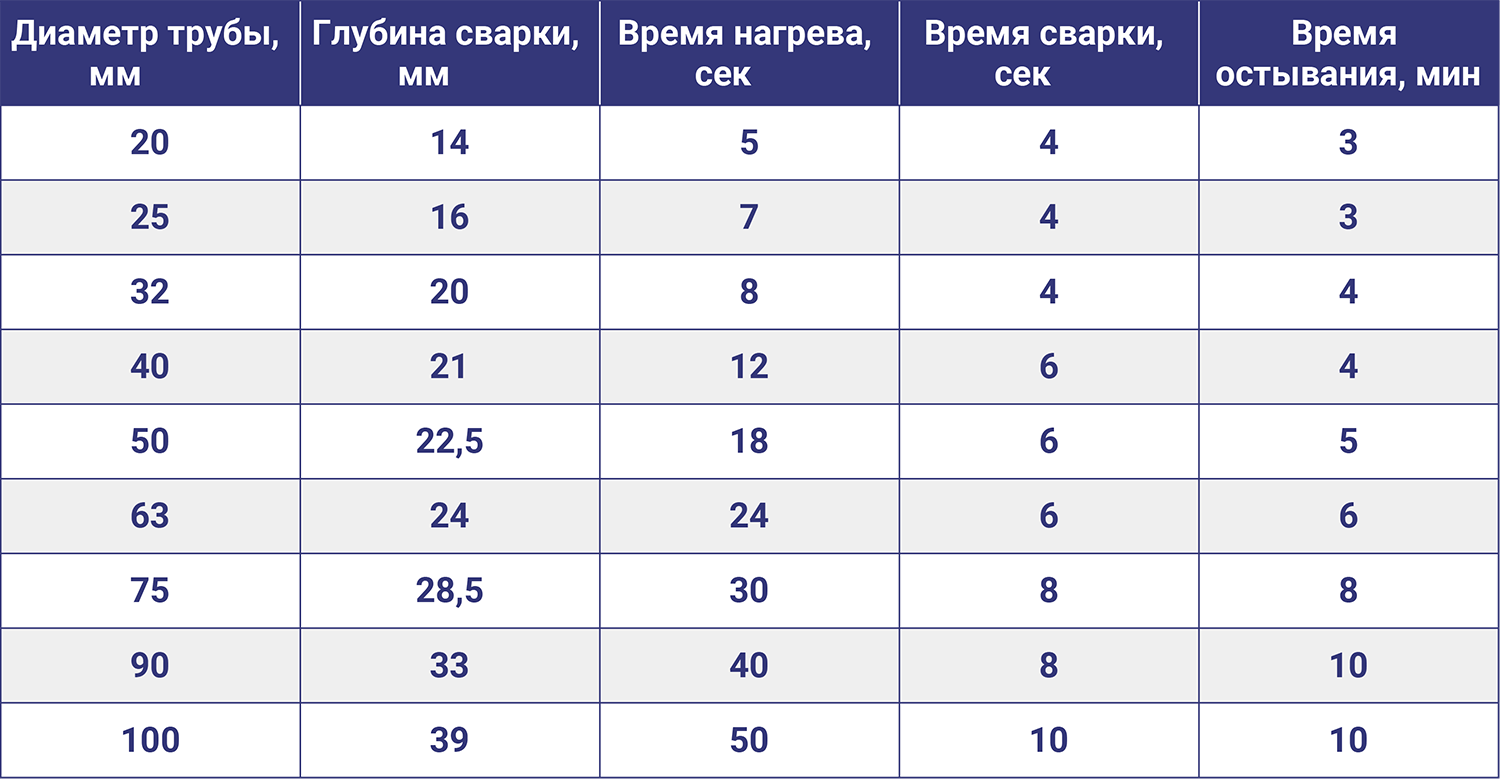
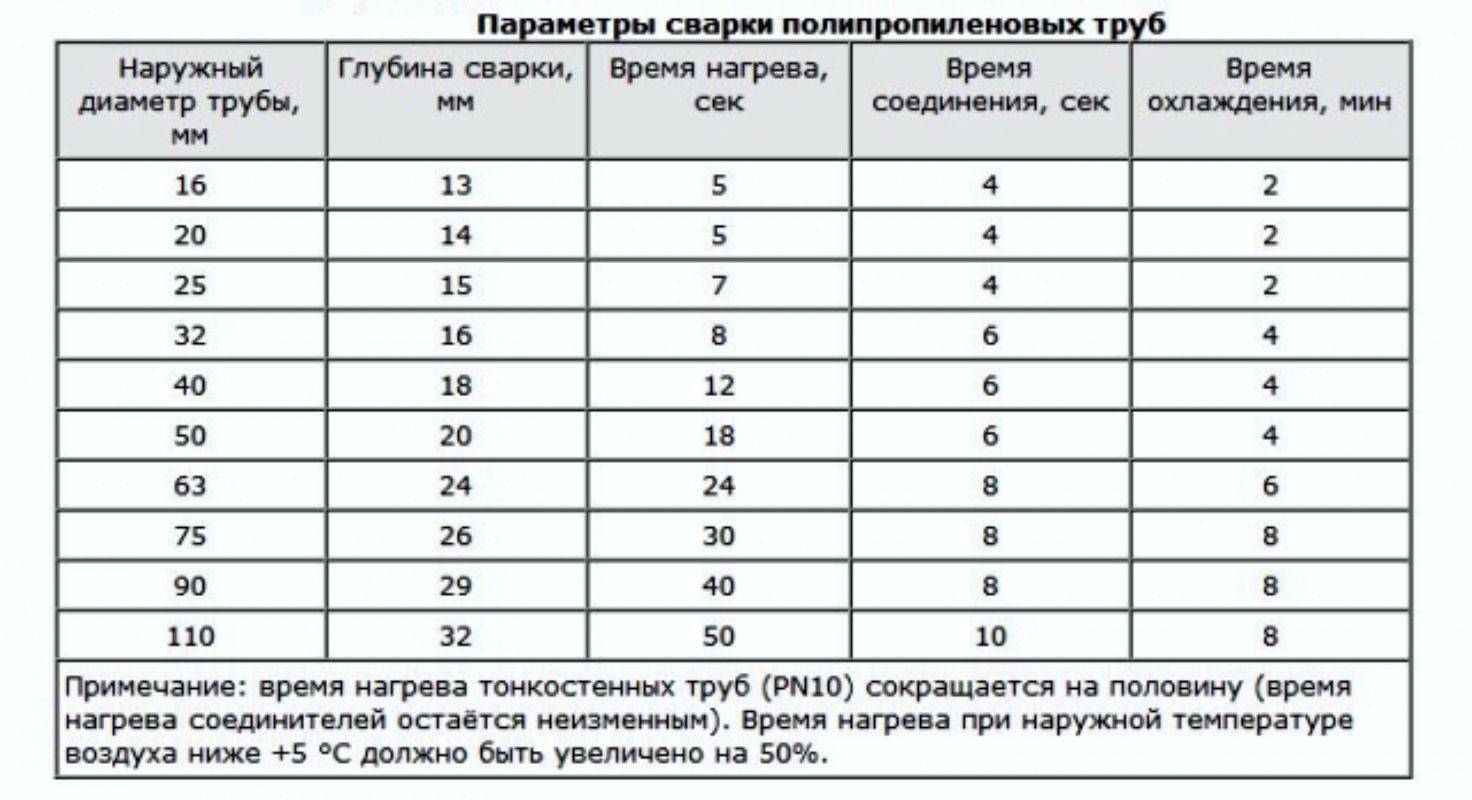
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
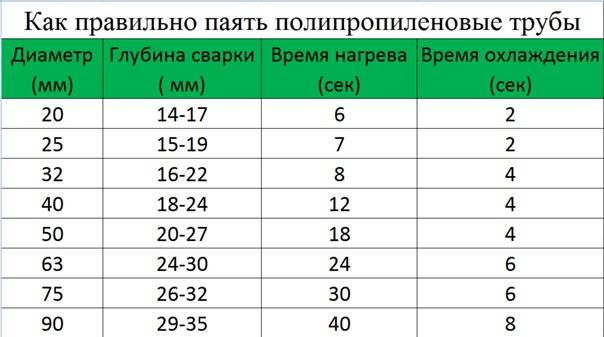
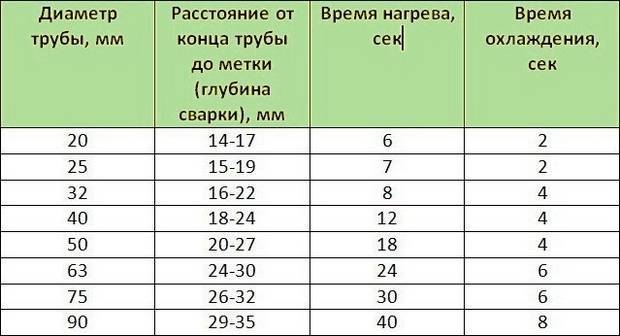
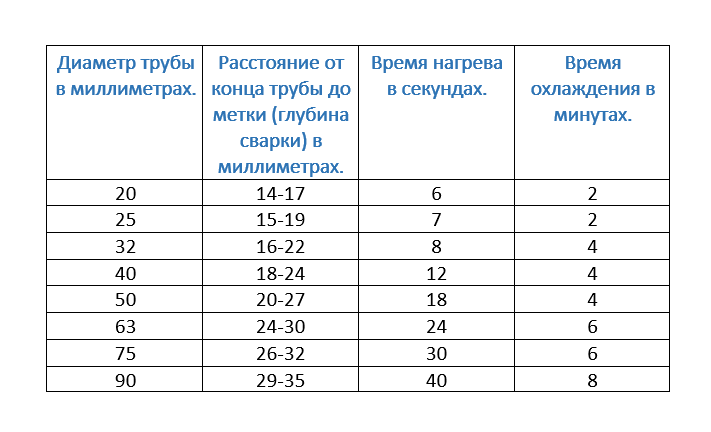
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Полипропиленовые трубы: производители и качество изделий
Среди производителей ППР труб следует отметить такие фирмы, как:
- Valtec (Италия). Трубы выпускаются в трёх вариациях: с тонкими стенками, армированные стекловолокном или алюминиевой фольгой (99,4% алюминия). При производстве для соединения слоёв используют американские и японские клеи, поэтому трубы характеризуются повышенной прочностью (70 Н/10 мм при норме 15 Н/10 мм). При производстве используют. Производитель использует коническую форму раструбов, что облегчает соединение. Кроме того, смешанные фитинги (с резьбой) выпускаются восьмигранной формы, поэтому при работе можно использовать стандартные ключи.
- Banninger Kunststoff-Produkte, GmbH (Германия). При производстве используется высококачественный пластик (марка рандом-сополимер) с повышенной прочностью и химической стойкостью. Продукцию можно использовать для устройства водопроводов с питьевой водой. Стоят такие трубы дороже аналогов.
- Wavin Ecoplastic (Чехия). Как следует из названия марки, в производстве также используется химически нейтральный полимер, пригодный для передачи питьевой воды. Трубы серии Stabi армированы алюминиевой фольгой, Fiber и Basalt+ – базальтовым волокном.
- Kalde (Турция). Трубы приемлемого качества по таким же ценам. Выпускаются простые изделия, армированные стекловолокном (Fiber) и перфорированной фольгой (Superpipe), благодаря чему нет необходимости при сварке зачищать и торцевать трубу. Трубы имеют обычный срок службы (50 лет) при температуре до 70°С.
- Tebo (Турция). Трубы изготавливаются из полипропилена повышенной стойкости «рандом сополимер». Фирма имеет сертификаты ГОСТ, DIN, TSE. Диаметр продукции – 20-160 мм, марки труб – PN10, PN20, PN25.
- SPK (Турция). Используется сырьё из Нидерландов и оборудование из Германии, цена изделий ниже, чем у европейского производителя. Трубы достаточно стойки, могут применяться в условиях Сибири.
Как видно, производителей и марок труб существует немало, и каждому мастеру найдётся из чего выбрать. Ведь главное – не стоимость изделия или страна происхождения, а правильный расчёт и аккуратная работа при монтаже трубопровода.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Рекомендации по эксплуатации парника
Чтобы парник из труб полипропилена служил долго надо правильно за ним ухаживать:
- если парник не капитальный, то его лучше демонтировать на зимний период;
- после демонтажа все элементы необходимо помыть и просушить;
- хранить детали парника следует в защищённом от атмосферных осадков месте;
- ежегодно надо делать дезинфекцию специальной жидкостью или газом, можно использовать серную шашку, после чего его на один день нужно закрыть, чтобы погибли все паразиты.
Кроме того, если парник из поликарбоната, то:
- около него нельзя разводить костёр, так как этот материал боится огня;
- мыть парник укрытый таким материалом нужно обычной водой, с добавлением не агрессивных моющих средств, лучше хозяйственного мыла;
- мыть рекомендовано не в жаркую погоду, так как это плохо скажется на покрытии;
- осенью следует осматривать постройку на наличие трещин, при их обнаружении они замазываются герметиком;
- если парник остаётся на зиму, то внутрь надо накидать много снега, это защитит листы от повреждений, а также укрепить саму конструкцию.
При правильном уходе за парником, он прослужит вам долго, и не будет требовать дополнительных вложений.
Как видите, сделать своими руками на участке парник, используя полипропиленовые трубы дело несложное, и обойдётся не дорого. Зато, наличие такого сооружения значительно увеличит ваш урожай и повысит его качество.
Как выбрать паяльник для полипропиленовых труб и другие инструменты
- Для небольшого объема работ (ремонт своими руками) можно покупать самые дешевые паяльники – их вполне хватает на 2…3 пайки. Тефлоновые накладки для разогрева деталей лучше брать качественные.
- Для профессионального использования дешевая модель не подойдет. При больших объемах пайки требуется только профессиональный сварочный аппарат с большим набором качественных накладок.
- Ножницы. Профессиональные ножницы обеспечивают почти ровный перпендикулярный срез, но стоят дорого. Их лучше приобрести для труб диаметром от 40 мм, пайка которых требует максимального соблюдения размеров и качества в целом. Простые недорогие ножницы практически никогда не дают идеальную плоскость – при их использовании труба режется под углом 10°…15° относительно идеального среза. Для небольших диаметров это не страшно: трубы с малым диаметром и тонкой стенкой достаточно хорошо прогреваются, отклонение на пайку не влияет.
- Инструмент для зачистки. Профессиональный сантехник должен иметь его обязательно. Домашний мастер, который паяет пластиковые трубы максимум до 25 мм в диаметре, может без нее обойтись.
Как правильно паять полипропиленовые трубы: 3 современных метода
Настоящий домашний мастер старается всегда обходиться без помощи профессионалов в любом ремонте. И при необходимости заменить отопительные трубы ПВХ или водопровод в квартире тоже можно обойтись своими силами.
Применение для разводки водопровода полимерных труб дает преимущество в том, что не нужно работать со сваркой, с нарезанием резьбы, и поэтому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о том, как работать с паяльником для ПВХ труб, приобрести необходимый инструмент и материалы.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
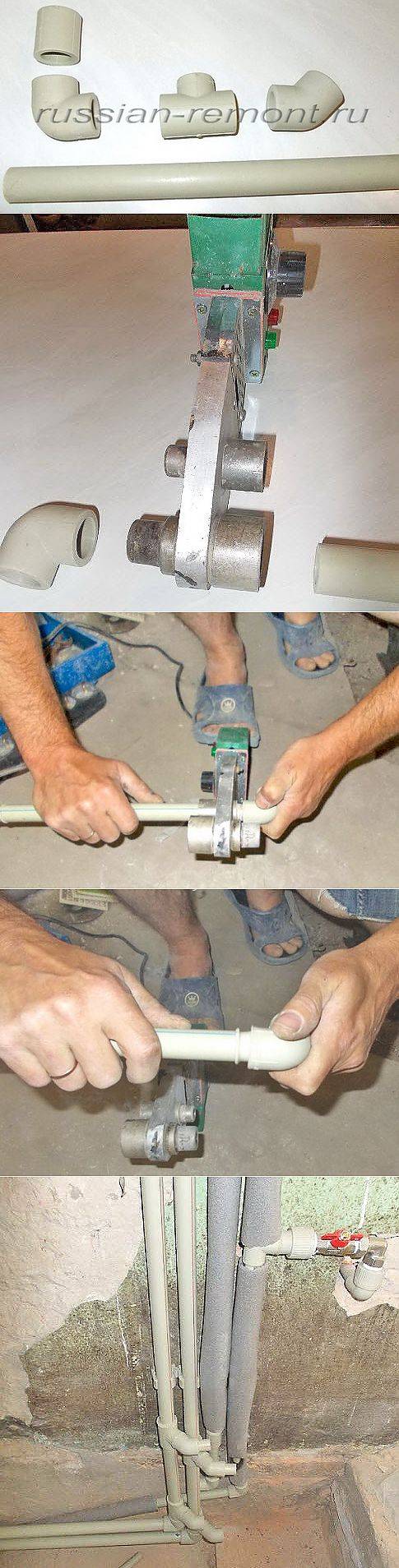
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.



При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода
Для соединения полипропиленовых труб используются электрические и газовые паяльники. Трубы можно паять дома и самостоятельно – для этого нужно изучить методику пайки и купить не набор необходимых инструментов.
Виды труб и фитингов из полипропилена
Опытные мастера для пайки полипропиленовых труб своими руками рекомендуют применять материалы известных производителей. Мы не будем останавливаться на марках труб, наименование и виды их можно легко найти в интернете. Полипропиленовые трубы подразделяют в зависимости от их назначения, например:
- только для воздуховодов и холодного водоснабжения;
- для холодного и горячего водоснабжения;
- для отопления помещений и перекачки агрессивных веществ.
По видам трубы подразделяются на следующие.
Толстостенные полипропиленовые трубы. Их обычно маркируют (PPR). Такие трубы подходят для холодного и горячего водоснабжения, при температуре до 70 градусов и относительно невысоком давлении в системе. Такие трубы относительно недороги, легко соединяются методом пайки. Коэффициент расширения при температуре до 70 градусов составляет 1 см на 1 метр трубы. Это делает трубы малопригодными для монтажа системы отопления помещений.
Армированные алюминием полипропиленовые трубы. Их маркируют (PPR-AL-PPR) или (PPL-AL-REX внутренний слой этилен). Подходят для горячего водоснабжения (коэффициент расширения армированной трубы при температуре 70 градусов составляет 0,1 см на 1 метр). Армированные трубы используют при монтаже систем отопления помещений, благодаря низкому коэффициенту теплорасширения, такие трубы не искривляются под действием высоких температур, выдерживают температуру до 90 градусов и высокое давление в трубопроводе. Недостаток – при пайке фольгированных труб необходимо их зачищать, до снятия слоя алюминия специальным приспособлением — шейвером.
Армированные стеклопластиком полипропиленовые трубы. Их маркируют (PPR-FB-PPR). Принципиально не отличаются по видам практического применения от фольгированных, однако имеют чуть больший коэффициент расширения. Преимущество – нет необходимости использовать шейвер.
Фитинги – элементы соединения труб. Существует множество видов фитингов, которые подразделяются, например: для продления трубы, разветвления, соединения труб разного диаметра, присоединения водяных кранов, счетчиков, поворотов под различным углом, заглушки труб. Вот несколько видов фитингов:
Муфта. Используются для соединения двух труб. По виду цилиндр – внутренний диаметр, соответствует наружному.
Переходник. Предназначены для соединения двух труб разного диаметра. По виду напоминают цилиндр с разным диаметром на концах.
Уголок. Используют для поворотов труб. Свойства полипропилена позволяют гнуть трубы под углом, примерно до 45 градусов. Однако это портит вид конечной работы. Поэтому для полипропиленовых труб используют уголки, обеспечивающие поворот на от 15 до 165 градусов. Чаще всего используются 45 и 90 градусные уголки. Следует отметить, что практически все фитинги продаются в двух вариантах: без резьбы, для соединения двух полипропиленовых труб, и с резьбой, для подключения к стальным трубам или гибким шлангам.
Тройники и крестовины. Предназначены для разветвления труб. При этом возможно комбинированное разветвление пластиковых труб, переходящих в металлические и так далее.
Обвод. Разные виды обводов используют для соединения труб идущих вдоль небольшого препятствия. Причем обводы бывают с наличием муфт на концах.
Существуют и иные виды фитингов, необходимость использования выявляется в процессе выполнения конкретной работы.