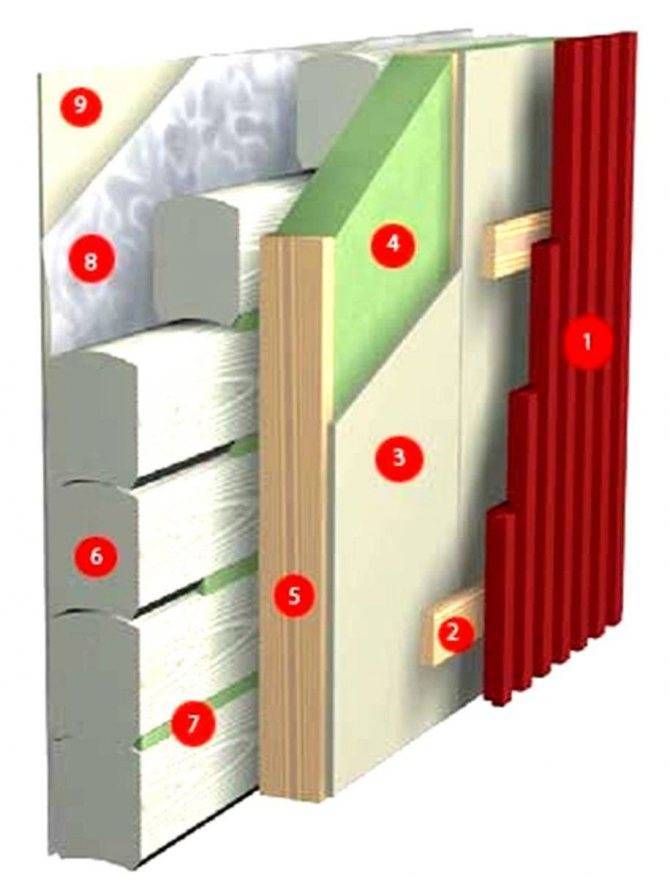

Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
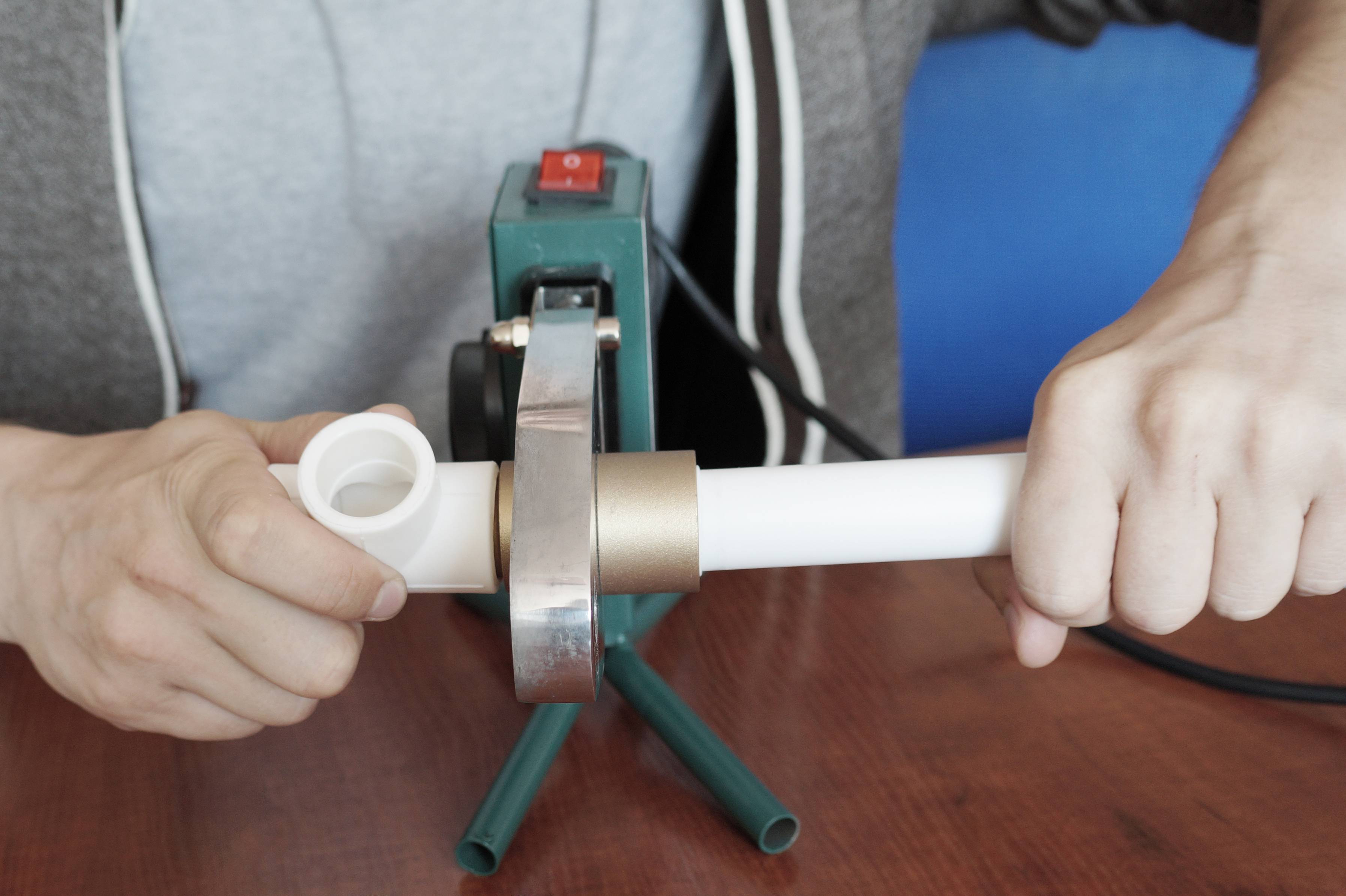
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
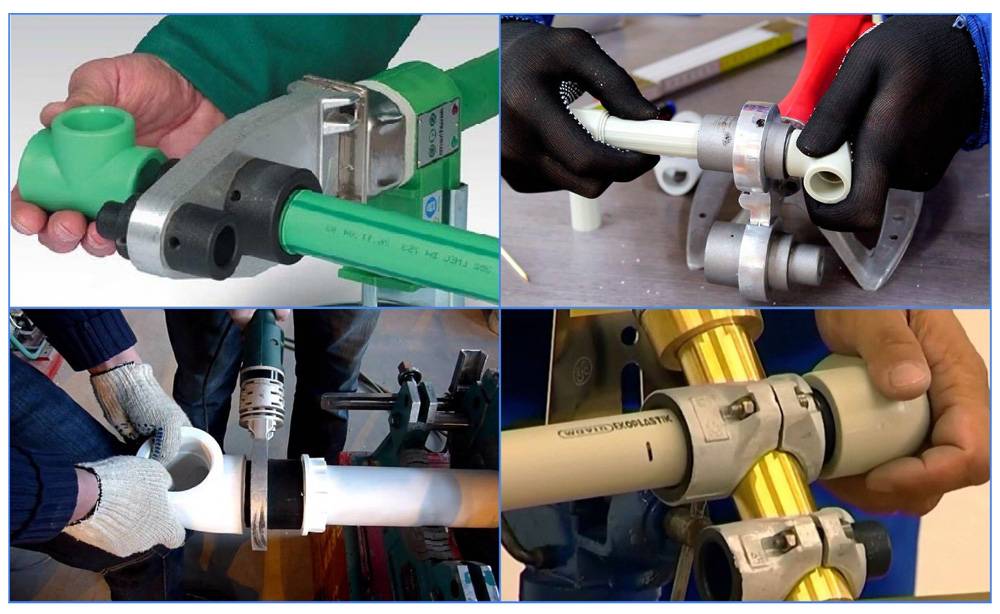
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
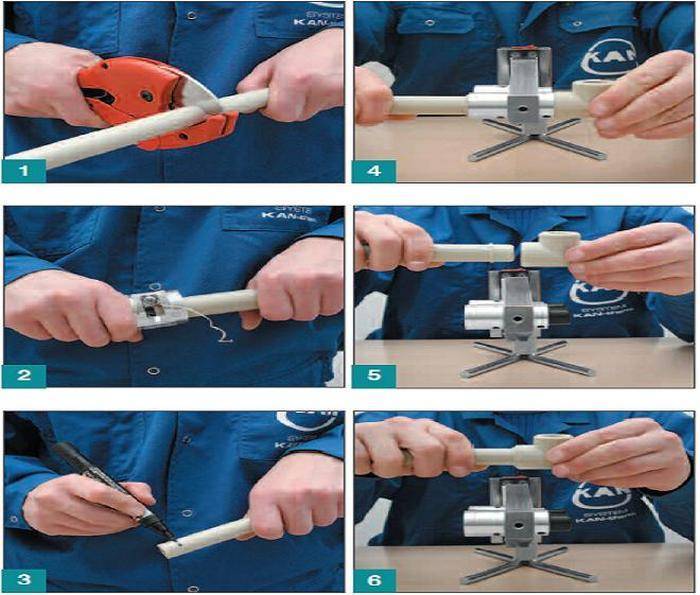
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться термоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.
Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
Таблица 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.







Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Ошибки при пайке полипропиленовых труб
Ниже представлены самые распространенные ошибки при пайке пластиковых труб, которые чаще всего допускаются неопытными мастерами:
1. Неправильно выдержанное время пайки полипропиленовых труб, в результате чего внутри фитинга сильно сужается отверстие. Нет нужды, наверное, говорить о том, чем это грозит в работе системы отопления или водоснабжения, от банального «не греют батареи», до серьезной разницы давления воды в смесителе.
Дело в том, что нагревать паяльником трубы разного диаметра, нужно определенное время. Для трубы 20 мм – это 7 сек., для трубы 25 — 9 сек., а для трубы 32 диаметра, не менее 11 секунд. Контролировать нагрев трубы, можно простым проворачиванием, но только не слишком сильно.
2. Слишком большое вдавливание разогретой трубы в фитинг, из-за чего также критически уменьшается внутренний диаметр. Когда труба и фитинг разогреты, остается всего лишь несколько секунд для того, чтобы их соединить вместе (примерно 2-3 сек.). Если слишком долго передержать трубу до соединения, то она остынет, и протолкнуть её на достаточное расстояние в фитинг уже не получится, а это грозит протечками.
Также, чтобы быть уверенным, что труба зашла на нужную глубину в фитинг, на ней, ещё до процесса разогрева паяльником, лучше сделать пометку маркером, на какую длину она должна войти в фитинг.
3. Грязь и вода во время пайки полипропиленовых труб, самые страшные враги
Поэтому очень важно не допускать попадание воды или пыли на трубы и фитинги во время пайки, а также тщательно их протирать ещё до осуществления данного процесса. Если из трубы во время пайки идет вода, то можно пойти на хитрость, и заложить в отверстие небольшой кусок салфетки или туалетной бумаги, что поможет предотвратить на время течь, и даст возможность нормально спаять трубу с фитингом. 4
Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам
4. Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам.
5. Использование неподходящего инструмента при пайке стабилизированных труб. Следует знать, что для пайки стабилизированных труб, кроме ножниц и паяльника, также потребуется специальная развёртка, определенного диаметра под трубу. В отличие от так называемых «ленивых труб», в стабилизированных трубах имеется тонкий слой металла снаружи, который перед пайкой, обязательно нужно полностью счистить.
Использовать для этих целей нож или ножницы для труб, категорически не рекомендуется, поскольку нормально счистить металл на трубе, особенно в труднодоступном месте, очень сложно.
Как паять пластиковые трубы
Процесс пайки пластиковых труб можно разделить на следующие этапы:
1. Рекомендуется перед началом сварки труб произвести все необходимые замеры, сделать пометки, на какую глубину должна зайти труба в фитинг, в какую сторону будет смотреть уголок или тройник. Делать пометки на трубах и фитингах лучше всего маркером, простым или строительным карандашом (однако маркер потом плохо стирается, что вызывает негодование у заказчиков, и это следует учитывать).
2. После того, как разметка произведена, лучше всего ещё раз убедиться в том, что на трубах и фитингах нет воды и загрязнений.
3. Прогрев паяльник до того момента, когда он выключится, следует нагреть трубу и фитинг, выдержав определенное время (зависит от диаметра полипропиленовой трубы).
4. Затем следует быстро соединить трубу с фитингом, одновременно следя за тем, как ровно она зашла, и не нужно ли её немного подкорректировать. На все про все, где-то 2-3 сек.
5. Когда труба соединена с фитингом, следует подождать некоторое время, пока она остынет, как правило, достаточно 30 сек., для труб 20-32 диаметра.
Рекомендации как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
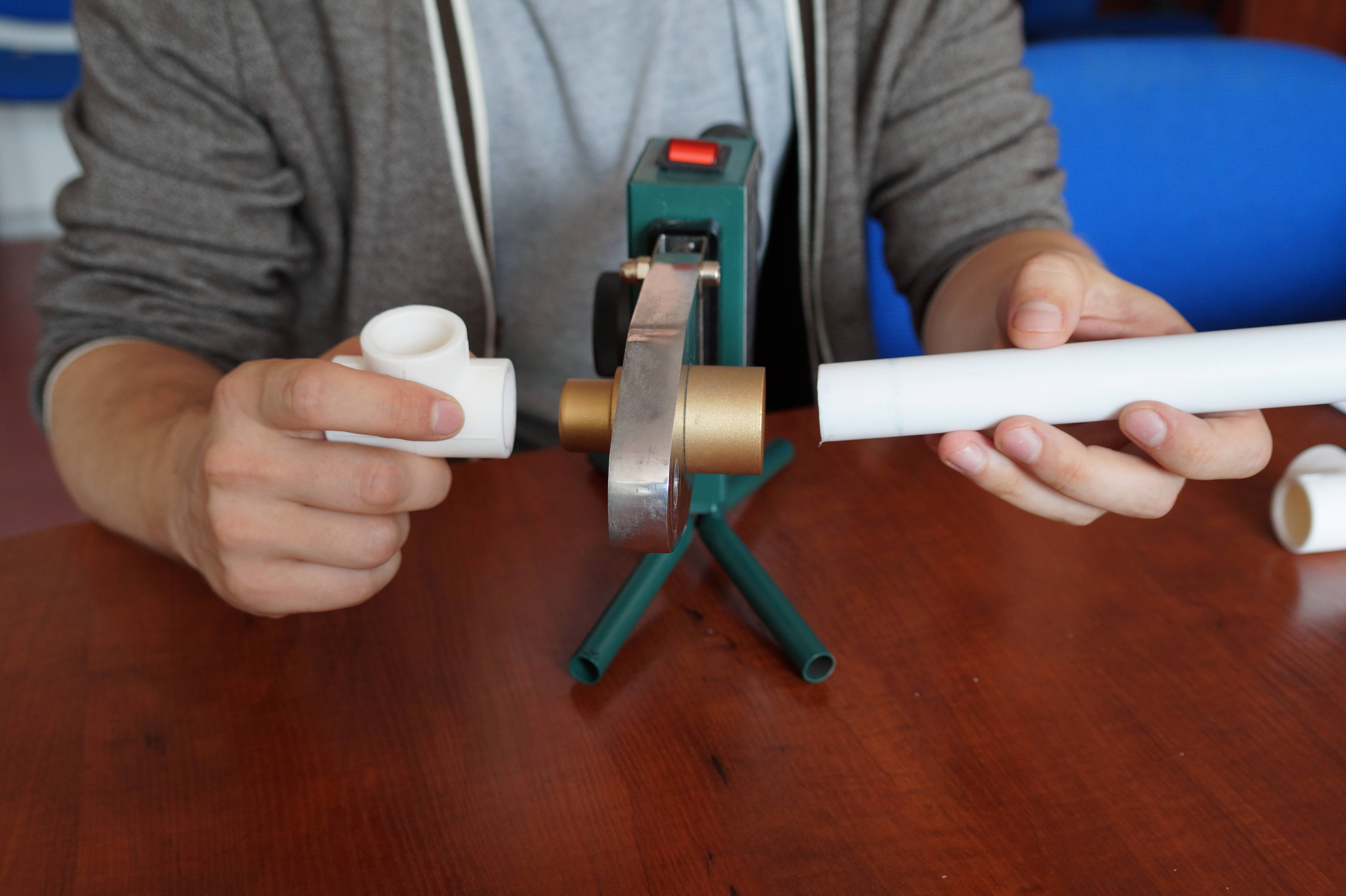
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб,
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.









Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Установка кранов для полипропиленовых труб – от выбора изделий до монтажа
Одно из них вставляется в другое в полном соответствии с разметкой. При выполнении задачи точность и скорость являются первостепенными. Ни в коем случае нельзя крутить трубу в муфте, когда они объединены, это приведет к дефекту конструкции.
На этом сварка полипропиленовых труб завершена. Остается протереть металлические элементы аппарата от остатков расплавленного материала. В таком случае паяльник не потребует чистки для дальнейшего использования.
Определить качество спайки можно визуально, в месте стыка трубы с запорным элементом должна образоваться небольшая кромка расплавленного полипропилена. Само соединение в случае успешной сварки будет полностью ровным, без каких-либо деформаций.
Окончательно определить надежность соединения элементов водопровода можно уже после подачи воды. Если задача выполнена в полном соответствии с выдвигаемыми требованиями, рекомендациями и по инструкции к паяльной установке, то стык между полипропиленовой трубой и запорным шаровым краном будет надежным и герметичным. Такое соединение прослужит максимальный срок, скорее всего, без каких-либо проблем или возникновения протечек.
Но нужно проверить не только герметичность спайки. Стоит убедиться еще и в правильной работе запорного механизма. Шаровые краны для полипропиленовых труб должны полностью закрываться и открываться без особых усилий даже тогда, когда водопровод функционирует.
ГлавнаяОбустройство и ремонтОбустройство жилья Как отремонтировать вентиль
Как соединить полипропиленовые трубы без паяльника
Иногда под рукой паяльника нет и взять его в аренду не получается. Для этого есть несколько альтернативных способов.
Газовая горелка
Покупка газовой горелки дешевле, чем покупка паяльника. Особенно если вам нужно соединить стыки один раз. Нужно знать какой газ использует устройство и подключение баллона.
Таким способом можно варить трубы разного диаметра и толщины стенок. Но использование этого прибора требует большого терпения, внимательности и аккуратности.
Первые этапы по разметке и разрезке материала точно такие же, как и при работе с паяльником (не забывайте оставлять место для соединения). Но когда доходит дело до самого процесса, разогревать трубу и фитинг следует одновременно. Когда стыки будут соединены, следует немного подождать, пока разогретая масса не остынет.
Паяльная паста
Паста состоит из следующих компонентов:
- Флюс;
- Порошкообразный припой;
- Смазка.
Такой способ называют холодной пайкой. С помощью этой массы сваривают не только трубы (проводка, пластик лёгкий металл и т.д.) Т.е., если надо спаять какую-то вещь, а паяльника под рукой нет.
Существуют пасты, внутрь которых добавляют серебро. Это улучшает их качество и позволяет сваривать более тяжёлые материалы. В этом случае сам материал становится податливым.
К основным характеристикам пасты относится:
- Клеящее качество вещества, из-за чего две половинки соединяются;
- Вещество должно быстро расслаиваться, но при этом сам процесс обязан противостоять окислению;
- При нанесении на любую поверхность масса должна быть вязкой, но сохранять деформацию;
- Она не должна никак влиять на материал (например, разъедать его или искажать характеристики);
- Как только паста затвердеет, её можно будет легко смыть;
- Вещество смывается растворителями;
- Она не должна растекаться, а находиться чётко в своих границах.
Чтобы соединить два стыка при помощи пасты, следует соединить их, нанести вещество и подогреть участок (можно использовать зажигалку или спички). Паста должна распределяться по соединению двух изделий равномерно. Как вещество затвердеет, следует удалить оставшийся флюс.
Паяльная лента
Этим способом очень часто соединяют проводку. Но для пластиковых изделий она тоже подойдёт. Для этого необходимо:
- Удалить все лишние вещества с помощью спиртовой настойки;
- Обмотать два стыка лентой;
- Рабочее место следует подогреть с помощью спичек или зажигалки;
- Немного подождать, пока материал не остынет;
- Оставшийся флюс и частички гари следует удалить с помощью растворителя.
Все способы хорошо соединяют трубы, но эти варианты не более, чем альтернатива паяльнику. Если найти нагревательный инструмент, лучше использовать оригинальное средство для соединения пластиковых изделий.
Виды труб, соединяемых пайкой
Паяльник для работы с полимерным материалом предназначен для стыковки водопроводных коммуникаций, которые различаются по технологии производства, виду материала:
- из полипропилена – хорошо переносят влияние высоких температур, благодаря этому свойству их можно применять при монтаже системы отопления;
- ПВХ: при сильном нагреве частично теряют свойства;
- пластмассовые с армированием – за счет армирующего слоя увеличивается прочность, устойчивость к нагреву, такие коммуникации менее подвержены расширению при контакте с источником тепла;
- полиэтиленовые термостойкие – хорошо переносят длительный контакт с теплоносителем;
- полибутиленовые – по свойствам превосходят аналоги из других материалов: отличаются прочностью, стойкостью к предельным температурам, эластичностью, могут применяться в напорных системах отопления;
- участки трубопровода из меди соединяют паяльником или газовой горелки.
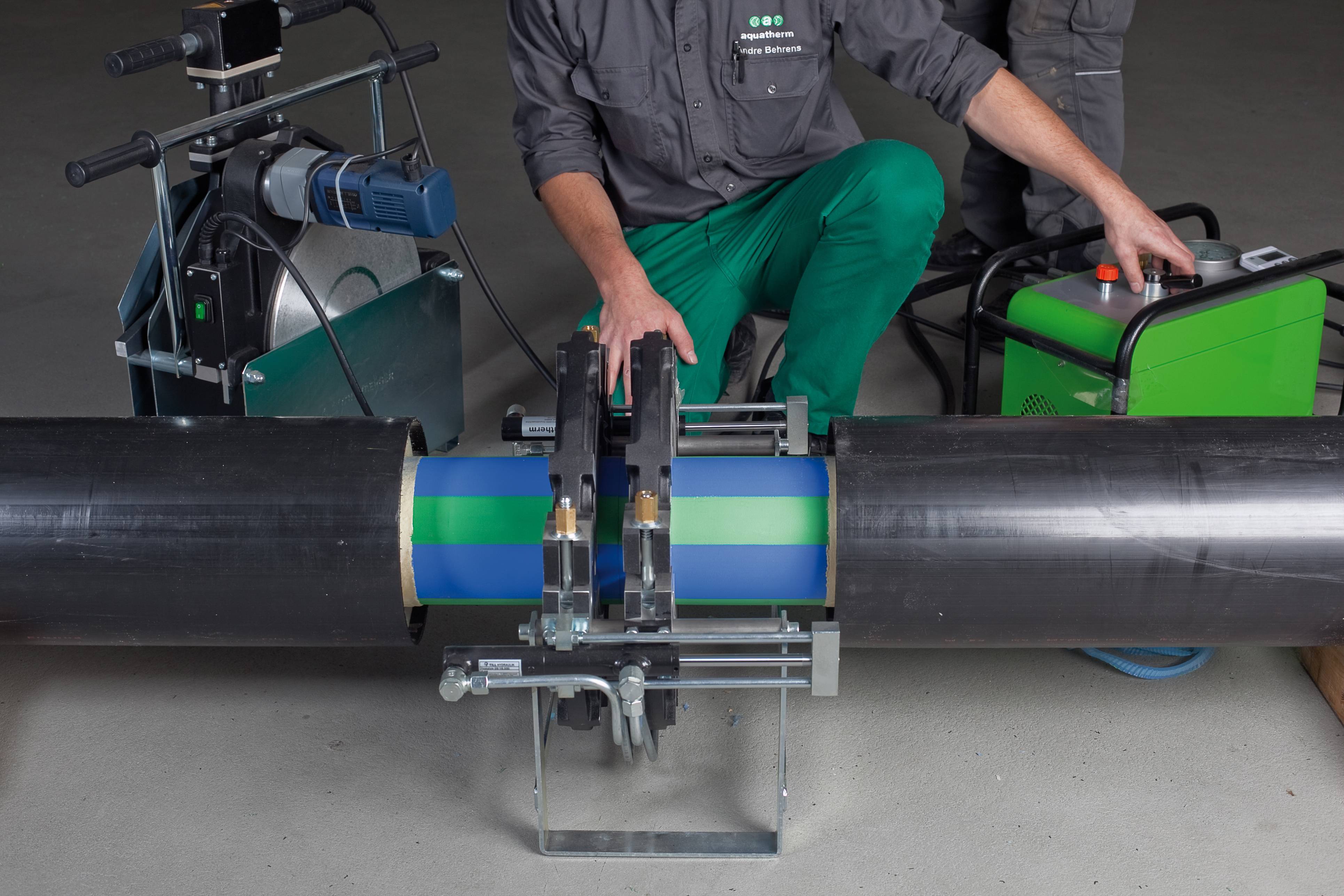
Правила пайки полипропиленовых труб
Сварка полипропиленовых труб враструб.
Потребуется:
- аппарат для пайки;
- специальные ключи.
Полипропиленовые трубы соединяются между собой с помощью паяльника со специальными насадками. К ним относится гильза, предназначенная для того чтобы расплавить поверхность снаружи, и дорн, необходимый для расплавки поверхности раструба непосредственно у соединительной детали изнутри. Данные насадки имеют покрытие из тефлона и диаметры, варьирующие от 16 до 40 мм. После каждой сварки антипригарный материал очищается обязательно в горячем виде ветошью из брезента или деревянными скребками.
Перед работой аппарат для сварки для устойчивости устанавливается на горизонтальной поверхности так, чтобы он не упал. И на него фиксируются сменные насадки необходимого для работы размера при помощи предназначенных для этих целей ключей. Их месторасположение зависит от удобства во время процесса монтажа.
Структура паяльника для пластиковых труб.
Так, например, для установки ветви трубопровода, расположенной на стене, они ставятся ближе к концу. При выполнении работы в вертикальном положении и в неудобных местах для пайки необходим еще один человек. Для получения более качественной стыковки полипропиленовых труб все элементы будущего трубопровода собираются отдельно.
Паять полипропиленовые трубы следует, соблюдая температурный режим. Нагрев паяльника напрямую зависит от температуры окружающей среды и длится в течение 10-15 минут. В жаркую погоду время сварки нужно уменьшать, а при холодном воздухе, наоборот, увеличивать. Если температура ниже 0 °С, соединение полипропиленовых труб и фитингов с помощью паяльника проводить запрещается. Процесс пайки данного материала обеспечивается только при 260°С. Также нужно правильно выбирать интервал времени для спаивания и охлаждения, который зависит от диаметра труб, т.е. чем он больше, тем больше времени затрачивается.
Готовность к работе аппарата оповещается с помощью индикатора. Для получения крепкого и надежного шва, паяльник должен быть полностью разогрет. В противном случае у деталей не будет достигнута температура вязкой пластичности, поэтому не произойдет диффузия материала. В том случае, если паяльник перегрет, может возникнуть чрезмерная адгезия полипропилена и как результат потеря устойчивости формы. Во время всего процесса пайки аппарат должен все время находиться во включенном состоянии.
Разберемся в видах
Металлопластиковые
Полиэтиленовые Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Советы и рекомендации
Итак, выше мы уже выяснили, как правильно с применением паяльника спаять пластиковые водопроводные трубы. Но помните, чтобы установленный водопровод мог работать длительное время и без проблем, рекомендуется соблюдать некоторые рекомендации.






В первую очередь во время работы обязательно учтите то, что насадки на устройстве имеют тефлоновое покрытие, которое не допускает появление нагара. После каждого использования прибора (после сварки) обязательно удаляйте деревянной лопаткой остатки оплавления. Удалять их после остывания насадок запрещено, поскольку это может деформировать покрытие, а также вызывать поломку прибора.
Проводить первичное сваривание можно только через пять минут после того, как сварочный паяльник разогреется, а если речь идет о соединении армированных труб, то нужно с применением шейвера снять два внешних слоя конструкции:
- алюминиевый;
- полипропиленовый.
И только уже затем элементы можно соединять согласно методике.
Все виды сварочных работ нужно проводить исключительно при положительной температуре окружающей среды.
Следующая рекомендация — это не прокручивать или не производить смещения конструкций в период остывания после их стыкования.
И последнее — все работы нужно выполнять уверенно, все элементы нужно размещать на одной оси. Если соединение будет выполнено некачественно, то потребуется отрезать узел и сварить его заново.
Особое внимание нужно уделить работе по установке таких фиксированных элементов, как:
- отводы;
- фитинги;
- вентили;
- тройники;
- переходники.
Качество сварных соединений может быть плохим, если при работе со сварочным оборудованием не соблюдать правила элементарной безопасности
Примите во внимание все перечисленные выше правила и рекомендации, чтобы ваш водопровод был установлен качественно и быстро, а затем мог прослужить многие годы
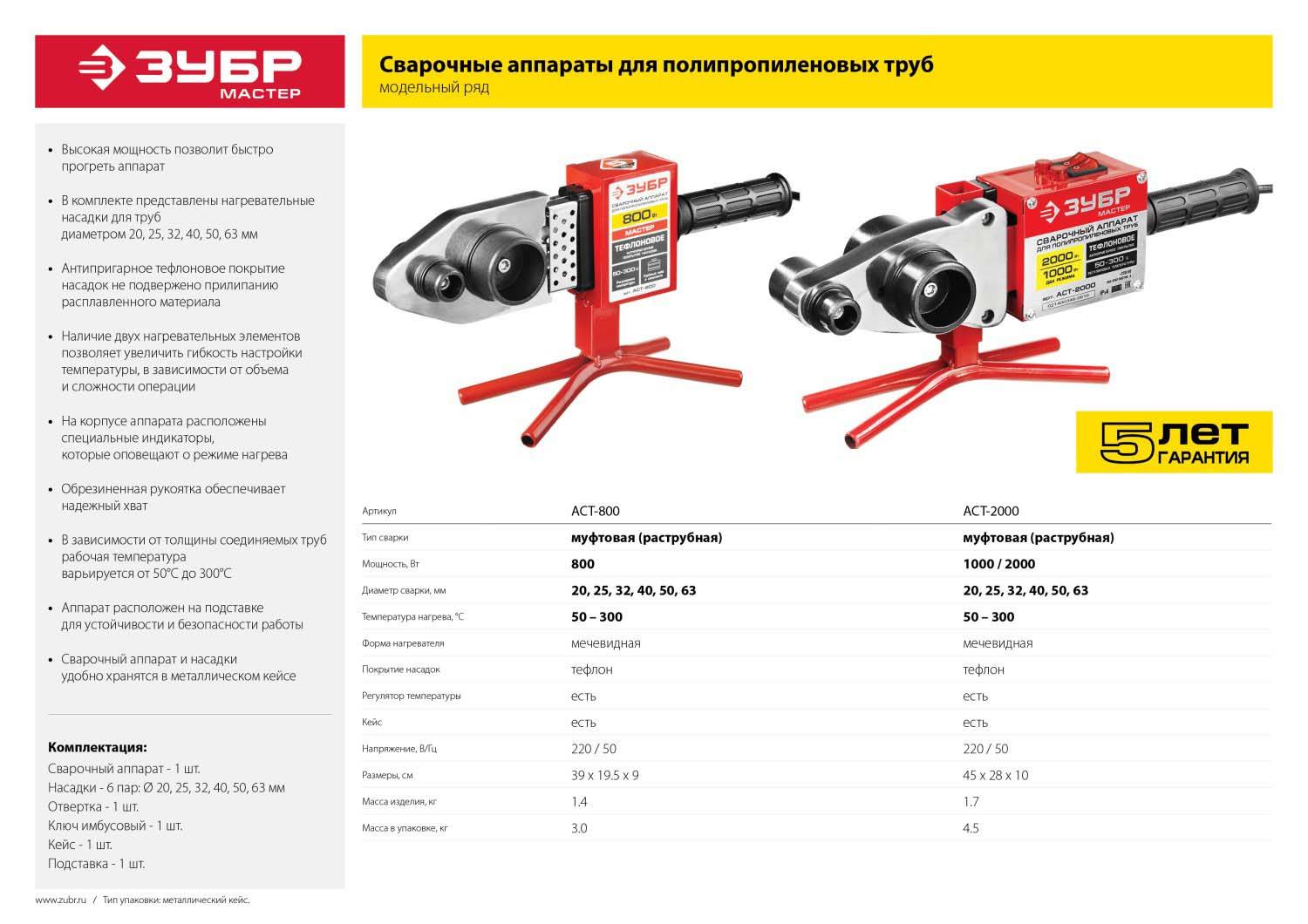
Что нужно приобрести для начала работ
Для начала приобретите трубу, фитинги и уголки — для тренировки можно самые недорогие. Кстати, все элементы системы должны быть одной марки, так как изделия разных производителей могут отличаться по пластичности. Для пайки применяют специальное оборудование, научиться пользоваться которым можно и самостоятельно.
Необходимые инструменты и приборы:
- Специальный паяльник для пластиковых труб;
- Насадки для пайки нужного диаметра – зачастую это 20-ка;
- Ножницы для пластиковых труб;
- Газовые ключи номерами от 0 до 3;
- ФУМ-лента (для соединения фитингов);
- Маркер или карандаш;
- Рулетка.
Главное приспособление для пайки пластика– это электросварочный аппарат для пластиковых конструкций или, проще говоря, паяльник. Его можно взять напрокат или купить, особенно если вам предстоят работы по водопроводу и отоплению. В конце концов, после окончания всех работ его можно просто успешно продать.