
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник – 2 шт.
- Муфта соединительная – 1 шт.
- Труба для холодной воды – 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней – 3/8”.
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
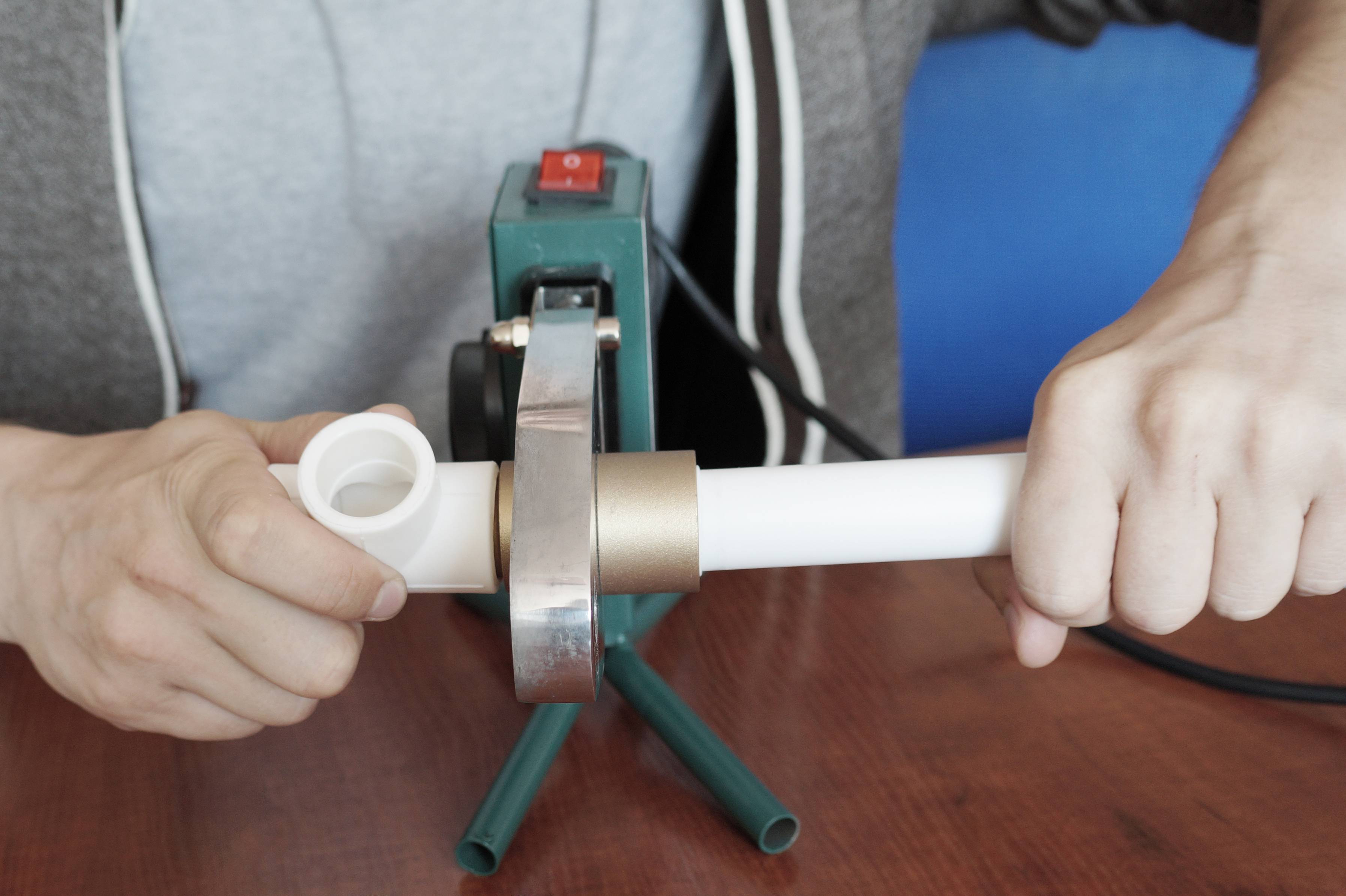
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
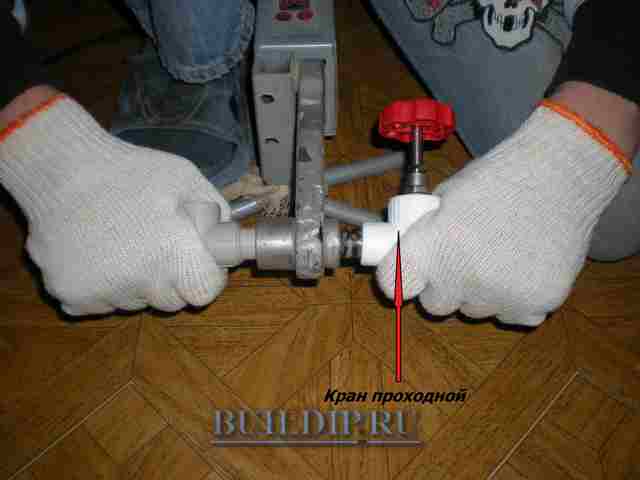

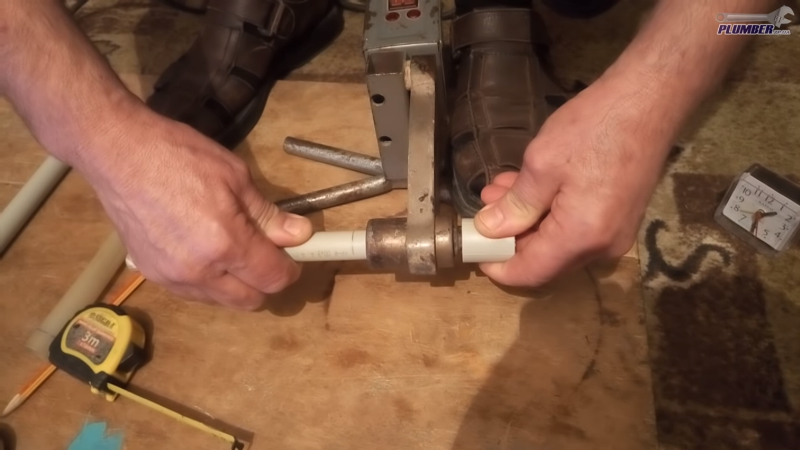
Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.









Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Приступаем к работе
Процесс клеевого монтажа канализационных пластиковых труб начинаем с подготовки труб – резки по необходимым размерам и подготовки поверхности под склеивание. Для гарантированно точного распила под прямым углом к продольной оси трубу можно обернуть листом бумаги. Кромка листа будет намечать линию реза. При распиле не следует прилагать чрезмерных усилий. Чем меньше зубья ножовки, тем точнее и чище получается поверхность реза. Внешнюю кромку необходимо будет обработать напильником под углом в 45, выдерживая его по всему периметру. По окончанию обработки необходимо удалить заусенцы мелкой наждачной бумагой.
О том, как производится замена канализационных труб в квартире, вы можете прочесть в другой статье, основные принципы монтажа канализационных систем являются неизменными и не зависят от способа соединения. Мы же перейдем непосредственно к клеевому соединению.
Канализационные трубы из поливинилхлорида можно гнуть после осторожного нагрева, используя для этого промышленный фен. Однако операция эта достаточно сложная и требует наличия определенных навыков
Лучший вариант – использование готовых фасонных частей: муфт для соединения прямых участков труб, тройников, колен, отводов, крестовин, переходных муфт между различными диаметрами и т. д. Что же касается самого процесса склеивания, то он состоит из следующих этапов:
•Стыкуемую трубу необходимо вставить на всю длину патрубка фасонной части и сделать у кромки монтажную пометку. •Поверхность от кромки трубы до отметки необходимо зачистить напильником. •Стыкуемую поверхность муфты или любого другого фасонного изделия нужно обработать шлифовальной шкуркой для придания ей шероховатости. •После обработки очищаем поверхности ветошью смоченной в растворителе. •Наносим слой клея кистью по всей длине склеиваемого участка трубы, покрывая всю зачищенную поверхность. •Ту же операцию проводим и на внутренней части фасонного изделия. Наносить склеивающий состав необходимо равномерно, движением кисти изнутри к краю. •Соединяем трубу с патрубком и удерживаем их неподвижно в течение 30 секунд. Обязательно изучаем инструкцию к клею. Для некоторых марок необходимо слегка проворачивать трубу в разные стороны. •Очищаем тряпкой излишки клея с поверхности соединения.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
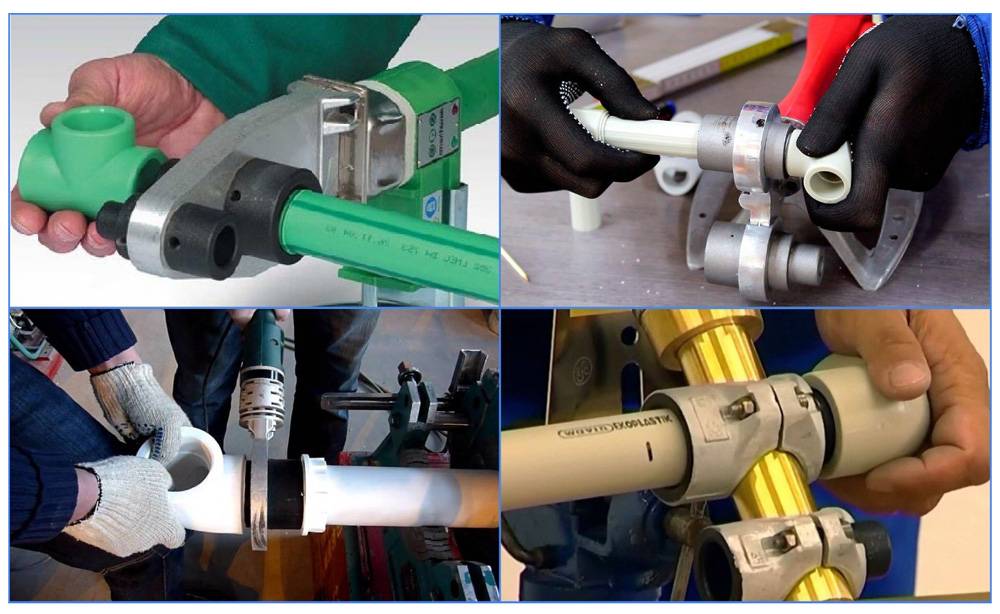
Галерея изображений
Фото из
Швейер — инструмент для подготовки армированных ПП труб
Удаление двух наружных слоев
Подготовленная к пайке полипропиленовая труба
Обработка перед пайкой неармированной ПП трубы
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление – торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Особенности соединения зачистной трубы
Перед соединением зачистной трубы, с нее нужно убрать фольгированный слой специальной стружилкой (шейвером) на размер глубины спайки. При отсутствии шейвера, армирующий слой аккуратно срезается канцелярским ножом ровно, по всей площади погружения трубы в фитинг. Этот способ выглядит непрофессионально, но при аккуратном удалении не уменьшает наружный диаметр полипропилена.
Что нужно для пайки
Для состыковки труб и переходных элементов понадобится следующие инструменты:
- набор для пайки труб (паяльник, насадка 20 мм, подставка);
- ножницы для пластиковых труб;
- простой карандаш;
- трубные рычажные ключи;
- рулетка.
Возможные ошибки при пайке
Никто в жизни не застрахован от ошибок. Даже чтение инструкции не спасает от этого. Тоже самое касается и пайки труб, особенно если вы хотите добиться максимально качественного и герметичного соединения и по максимуму избежать ошибок, то прочитайте приведенные ниже советы:
паяльник должен быть в полностью исправном состоянии и нагреваться до рекомендуемой для пайки температуры;
максимально точно просчитывайте глубину пайки;
поверхность труб должна быть тщательно очищена и обезжирена;
не торопитесь. Следуйте инструкции к вашему паяльнику и четко выдерживайте указанное время нагрева. Затягивание процесса тоже недопустимо, поскольку может сформироваться внутренний шов, который будет очень чувствителен к гидроударам;
обо соединяемых элементы трубопровода должны нагреваться одновременно;
прежде чем приступать к нагреву, необходимо нанести на поверхность труб метки, чтобы знать точно глубину планируемого шва. Тоже самое нужно делать, если планируется пайка под определенным углом;
при пайке полипропиленовых труб стоит всегда помнить, что эта операция – одноразовая и если вы неправильно соединили две детали, то их разъединить их будет невозможно
Конечно, можно отрезать этот участок, но из-за этого придется увеличить количество швов;
особенно важно держать детали в неподвижном состоянии при застывании сварочного шва. Потому позаботьтесь заранее о средствах механической фиксации вроде струбцин, поскольку малейшее взаимодействие на шов при его формировании может нарушить герметичность.
Как видите – ничего сложного в пайке полипропиленовых труб нет и можно даже не привлекать специалистов со стороны, сэкономив при этом немало денег. Главное, иметь при себе специальный паяльник. Конечно, поначалу будет сложно что-то сделать, но как известно, терпение и труд все перетрут. Для начала потренируйтесь на создании надежных соединений и уже потом переходите непосредственно уже к паянию.
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм. Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
- Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.
Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.









Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза
Это очень важно для надёжности спайки соединений
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.
Как правильно паять полипропиленовые трубы
Итак, разобравшись в доступных методах, большинство мастеров останавливаются на пайке ручным прибором. Рассмотрим более подробно тонкости монтажа. Что понадобится приобрести.
Инструменты и материалы

- Паяльник. Его мощность подбирается по диаметру трубопровода (диаметр умножается на 10). Так, для 32 мм, понадобится прибор 320 Вт.
- Для труб до 40 мм подойдёт ручной паяльник. Свыше 40 мм, лучше использовать приборы с центрирующими приспособлениями.
- Комплект насадок. Это нагревательные элементы с тефлоновым покрытием различных диаметров от 16 до 40 мм (ручной прибор).
- Ключи для закрепления насадок.
- Трубный роликовый резак.
- Нож для удаления зазубрин.
- Маркер.
- Рулетка.
- Спирт или ацетон для предварительного обезжиривания.
- Кусочек брезента или деревянный скребок для очищения насадок.
Таблица параметров и времени сварки
Это справочная таблица времени, на которое нужно фиксировать элементы для нагрева и остывания после пайки. Нужно знать, что на время схватывания может повлиять температура вокруг (в таблице приведены данные для температуры +20 °С).
При какой температуре паять полипропиленовые трубы? Работать с ПП на холоде нельзя. Даже если монтаж производится зимой в неотапливаемом помещении, необходимо позаботиться о том, чтобы создать зону тепла на месте работы (тепловая пушка или инфракрасный обогреватель справятся с задачей).
Таблица технических параметров пайки ПП для 260 °С
| Диаметр трубы наружный (мм). | Глубина посадки (мм.) | Время нагревания (сек.) | Время фиксирования (сек.) | Время полного остывания (мин.) |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 – 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 4 – 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 6 – 8 | 5 – 6 |
Постепенно вырабатывается навык, или чутьё на то, сколько выдерживать нагрев. Чтобы потренироваться, советуется вместе с комплектом «чистового» трубопровода приобрести обрезки полипропилена, которые обычно уценяют.
Пошаговая инструкция
Итак, рассмотрим, как осуществляется пайка труб из полипропилена:
- Составляется схема, детали обрезаются, подбирается труба и фитинг, чтобы они плотно входили друг в друга без люфта.
- Помечается глубина входа (маркером) так, чтобы оставался зазор в 1 мм (не более!)
- Подбирается пара насадок, проверяется свободное вхождение в них трубных элементов. Тефлон обезжиривается, насадки закрепляются в паяльнике.
- Обезжириваются поверхности трубы и фитинга.
- Паяльник устанавливается на ровной поверхности, включается в сеть.
- По таблице определяется, сколько секунд будет идти нагрев и фиксация.
- На термостате выставляется необходимая температура (260°С).
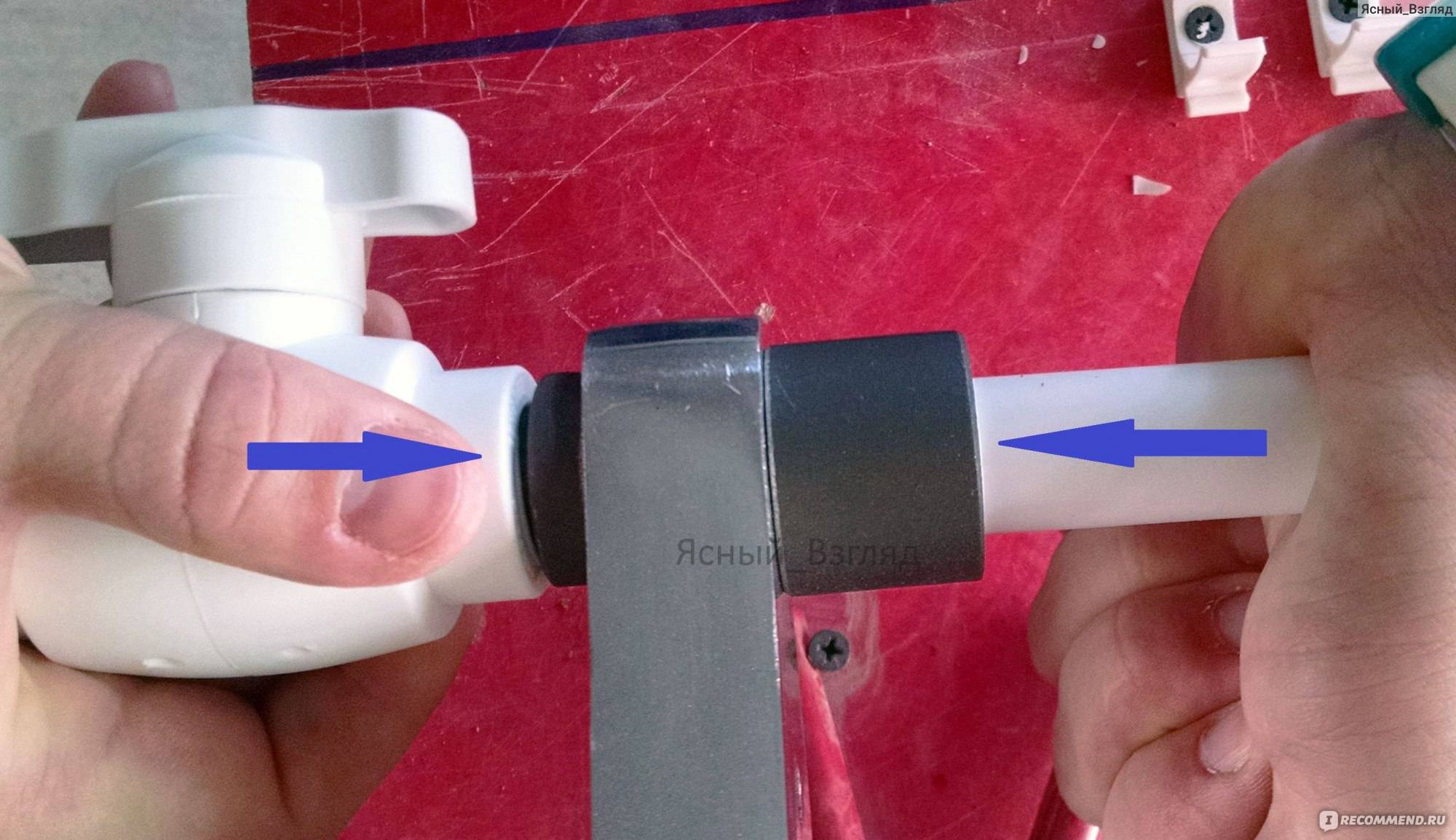
- После того, как термостат приостановит нагрев паяльника, можно вставлять ПП элементы в насадки: сначала фитинг (он толще, греется чуть дольше), затем трубу.
- Извлекаются сначала труба, затем фитинг и детали вставляются одна в одну до маркерных пометок. Делать это нужно плавно, крутить элементы нельзя! Также не нужно слишком сильно давить, иначе могут появиться валики пластика, которые будут препятствовать нормальной циркуляции.
- Выдерживаются положенные секунды (из таблицы «Время фиксирования»). Затем детали оставляются в покое на минуты, указанные в таблице, как «Время полного остывания».
- Пока тефлоновые поверхности насадок не остыли, их тщательно протирают брезентом или деревянным скребком, очищая от остатков полипропилена. Делать это нужно после каждой пайки!
Пользоваться трубопроводом можно будет через час после проведения пайки последнего элемента.
В случае неудачи, бракованный участок вырезается, и пайка производится повторно на чистой поверхности.

Диффузионный метод пайки
Качество швов зависит от того, насколько Вам удобно работать. Поэтому как можно больше деталей нужно сваривать на подставке. Когда же дело дойдёт до элементов, которые придётся паять на месте размещения трубопровода, пригодится помощь напарника. А насадки для этих работ удобнее размещать на крайней позиции аппарата.
Как выглядит процесс пайки: этапы и видео
Обычные трубы при помощи пайки соединяются немного не так, как армированные. Чтобы сварить обычные трубы, подберите насадки и установите на аппарат, соблюдая прочность соединения, иначе он быстро сломается.
Включите аппарат и установите требуемую для нагревания температуру используя при этом прилагаемую таблицу, где указаны оптимальные температурные режимы для того или иного материала. Когда показатель достигнет требуемой отметки, сработает индикатор готовности. Далее сделайте следующие действия:
- возьмите фитинг и части труб для соединения друг с другом;
- вставляйте фитинг в насадку изнутри;
- наденьте трубу в насадку с внешней стороны;
- установите таймер для нагревания;
- вынимаете нагретые части и соединяете при вставке конструкции в фитинг.
При пайке армированных конструкций снимите слой фольги, чтобы соединение было максимально надежным. Потом процесс аналогичен сварке обычных конструкций.
Итак, когда вы несколько раз перечитаете советы по пайке и пересмотрите обучающее видео, со временем вы поймете, что освоить данный навык было не так уж и сложно. А это новые возможности и новая профессия.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
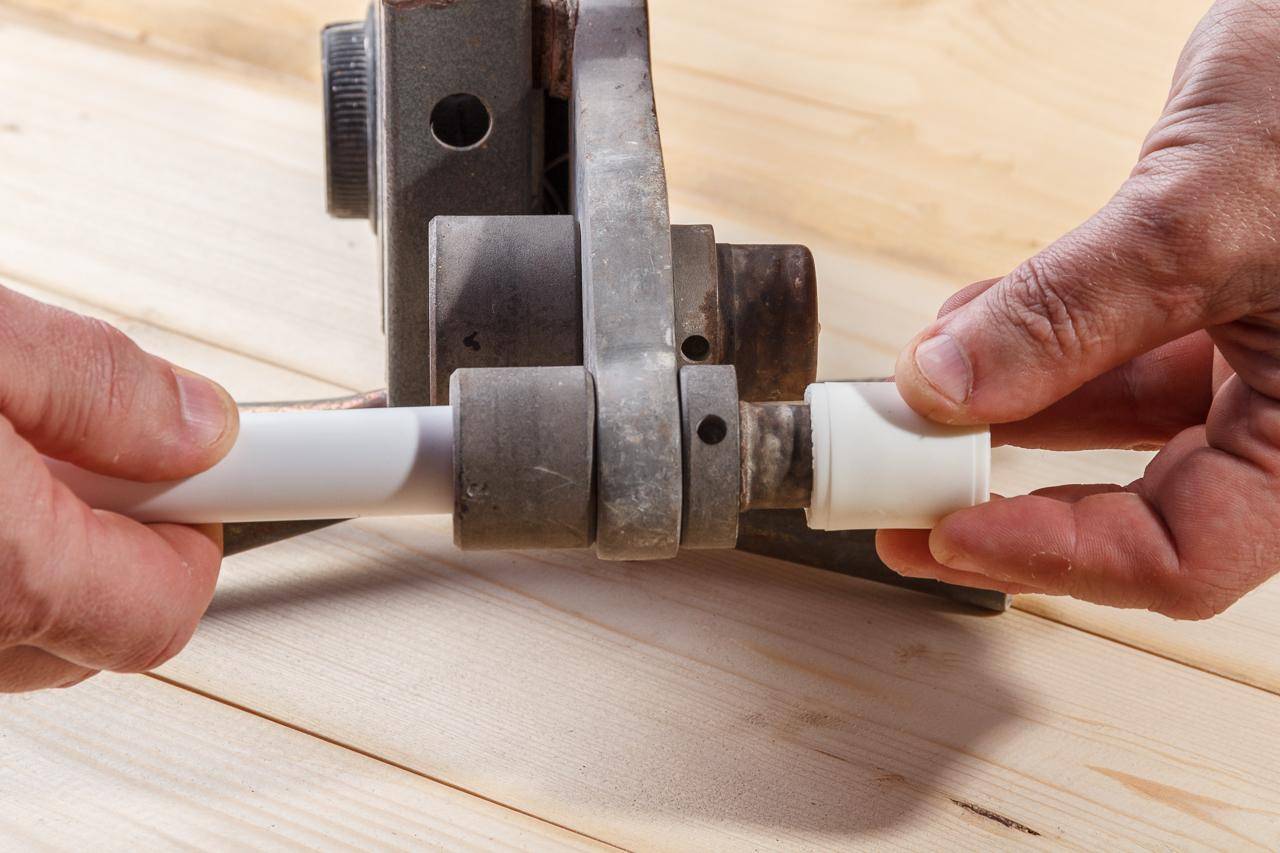
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.






Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.
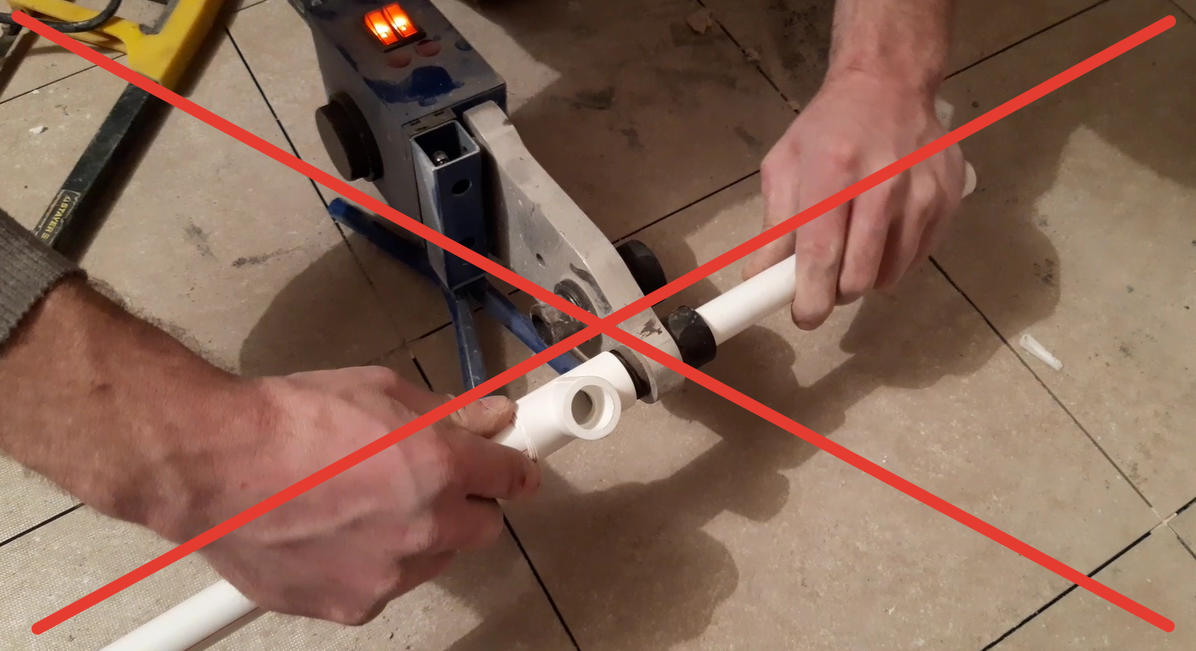
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.





