
Виды дорновых трубогибов и особенности их конструкции
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.
Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.
Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.
Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.
Принцип работы дорнового трубогиба
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
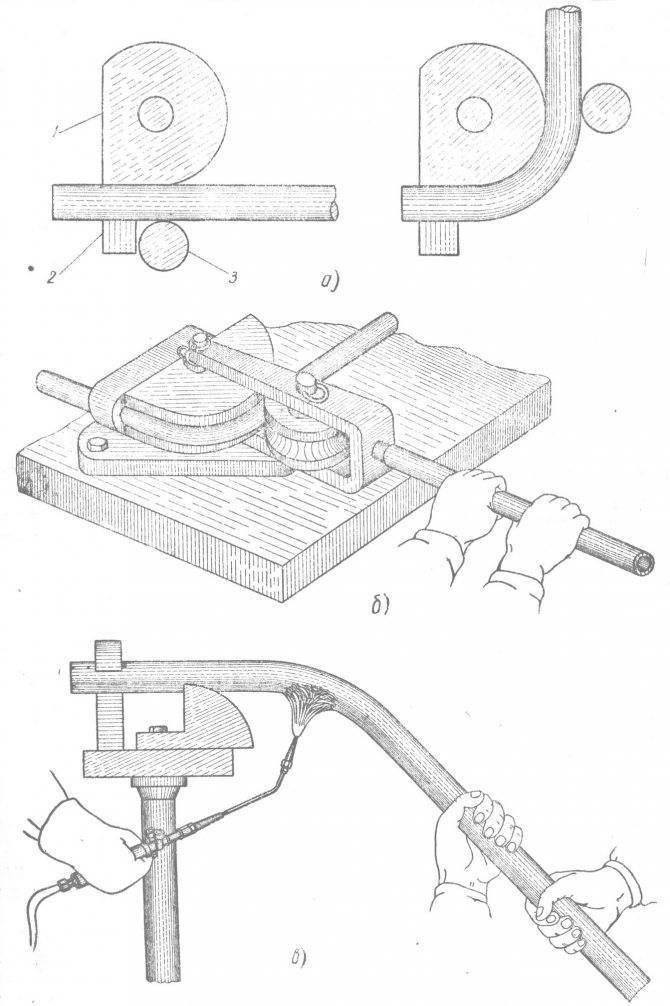
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.

Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.

Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.

Огромный плюс такого процесса, экономия средств и простота исполнения.


Способы сгибания труб гидростанком
Прежде, чем согнуть профильную или круглую трубу, желательно прислушаться к советам опытных в этом вопросе людей.
Во-первых, самодельные гидравлические трубогибы достаточно качественно сгибают трубы, произведенные из любых материалов
Очень важно, что с помощью приспособления сгибаются, без всякого рода брака, толстостенные изделия, что не по силе трубогибам других конструкций сделанных самостоятельно в домашних условиях
Во-вторых, процедуру можно проводить горячим и холодным способами, что также делает такие устройства более популярными и востребованными.
Изюминка холодной гибки состоит в том, что стальную или, сделанного из других металлов, трубу перед выполнением операции необходимо чем-то наполнить. Для этого хорошо подходят песок, соль, масло или масляный перераб, вода. Благодаря таким наполнителям, значительно повышается качество изгиба стальных труб или изделий из других металлов, а также исключается появление всякого рода ненужных деформаций.
При горячем методе, нужно предварительно нагреть определенный участок стальной трубы, а дальше сгибать так же, как холодную заготовку, но без наполнителя.
В-третьих, для получения качественного продукта, толстостенные конструкции с помощью самодельного гидравлического трубогиба, сгибают методом горячей гибки.
Когда используется электрический трубогиб?
Для работы с большим количеством изделий
Такой самодельный трубогиб может быть использован для выполнения не просто сложных, но и самых ответственных работ на необходимом участке трубопровода.
Важно! С помощью электрического трубогиба можно выполнять сгибание стальных труб любого диаметра и с любой толщиной стенки использующихся при монтаже трубопроводов, необходимого радиуса изгиба
Во время прокладки трубных коммуникаций часто приходится иметь дело с элементами конструкций с поворотами. Понятно, что идеальным вариантом в таких случаях являются готовые устройства.
Но, во-первых, не всегда они есть под рукой, а во-вторых, случается, что стандартные перемычки не всегда можно использовать для конкретного участка трубопровода.
Для изготовления соединений с точным углом
Например, если необходимо, чтобы труба шла под углом 90⁰, то с помощью электрического трубогиба можно легко с точностью до одного градуса изготовить необходимое соединение своими руками. Главное преимущество такого самодельного приспособления: руки и станина не чувствуют никакой отдачи, хотя его сила равняется усилию, которое создает оборудование гидравлического типа. Поэтому, станок для гибки труб можно размещать на мягких поверхностях и даже шаткой основе.
Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.
Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.
Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки.
Также подходят изделия из мягких сплавов цветных металлов. На заготовке не должно быть следов коррозии и окалины, иначе усилие будет распределяться неравномерно.
Арбалетный трубогиб
Основой арбалетного самодельного механизма является металлическая рама. Ее сваривают из швеллера и металлических уголков. Внутри этой основы устанавливаются два вальца (их должно быть два), домкрат и прижимной башмак. Последний необходим для формирования усилия, которое будет нацеливаться на изгибаемое изделие. Подробно все тонкости сборки арбалетного трубогиба представлены в видео.
Арбалетный трубогиб
Мы лишь хотим заметить, что такие самодельные устройства допускается использовать для изгибания круглых по сечению труб. Профильные изделия арбалетный станок, как правило, деформирует. А теперь давайте попробуем сделать высокотехнологичное приспособление, функционирующее по принципу прокатки. Его главными элементами являются вращающиеся ролики. Всего в конструкции такого трубогиба их три. При этом один из роликов будет выполнять функцию прижимного.
Принцип работы прокатного приспособления понять несложно. Он основывается на том, что давление ролика (прижимного) на трубу постепенно повышается. Причем нагрузка на обрабатываемую заготовку повторяется на всех положениях подвижного роликового элемента. За счет такой схемы изделие изгибается по самой щадящей технологии.
А вот остальные элементы агрегата – рычаг для прокрутки роликов, крепеж, оси роликов, следует делать из металла. Заметим, что в последнее время ролики изготавливают и из полиуретана. По своим характеристикам он ничем не уступает металлу. Описывать процедуру сборки прокатного механизма мы не будем. Просто посмотрите предлагаемое видео, и вы гарантированно сможете сделать такой станок самостоятельно. Правда, времени на его изготовление придется потратить немало. Но зато вы получите в свое распоряжение по-настоящему эффективный трубогиб.
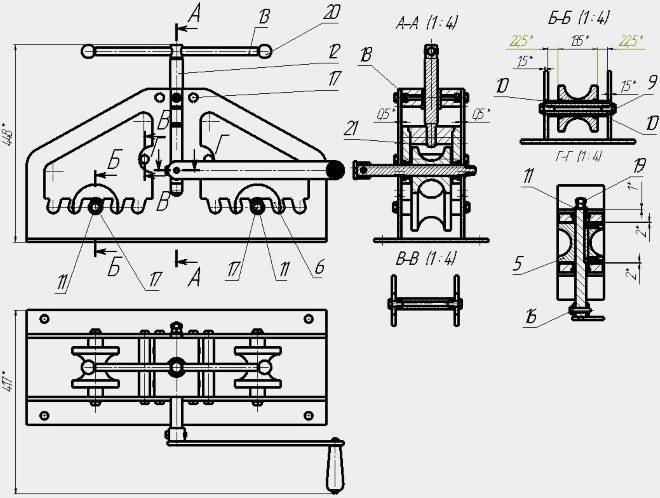
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
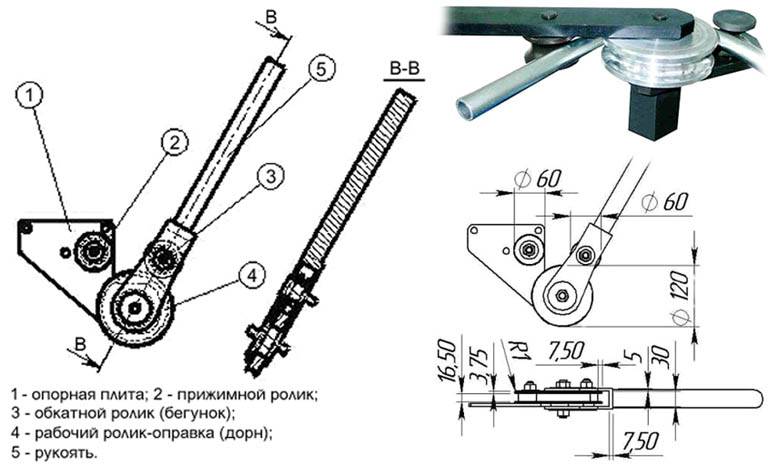
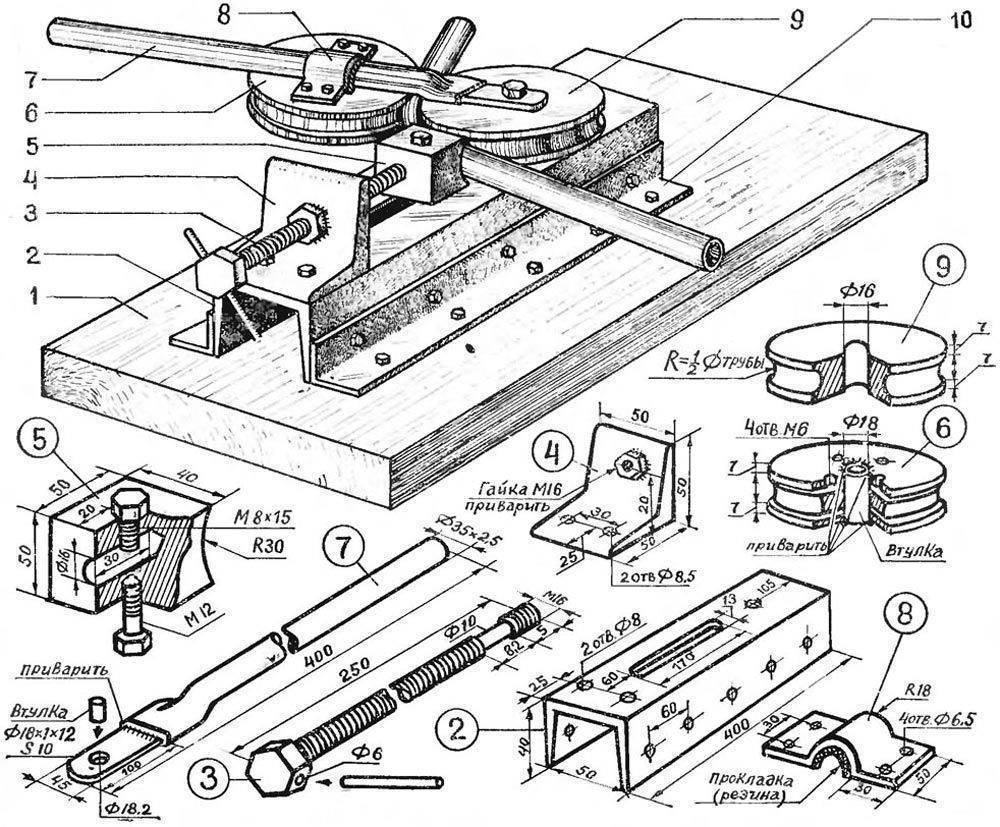
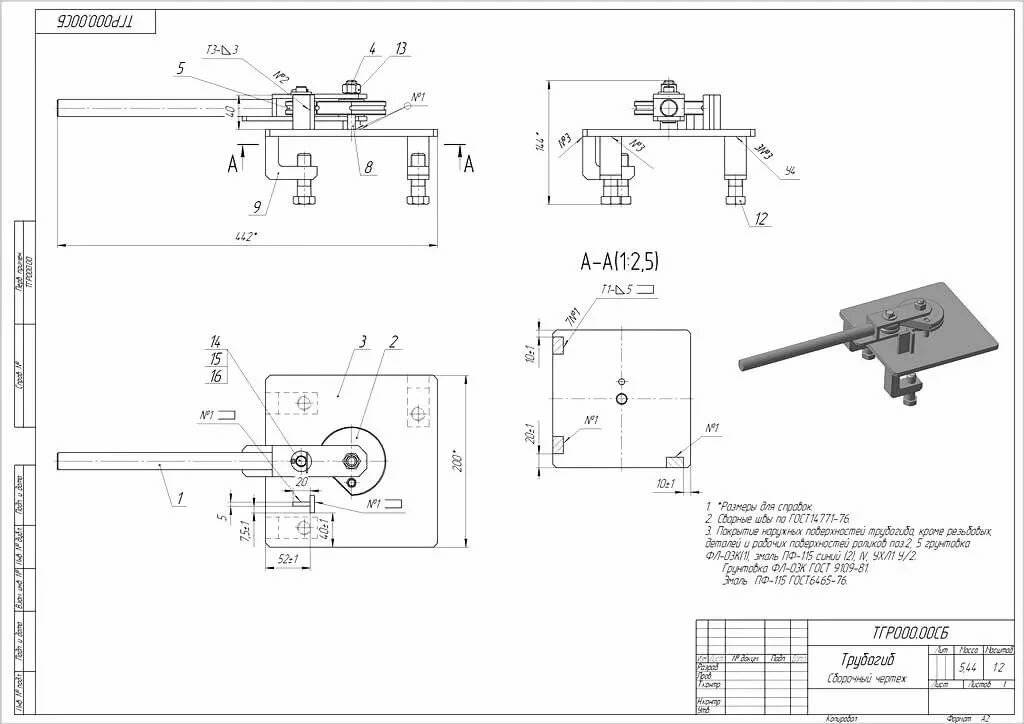
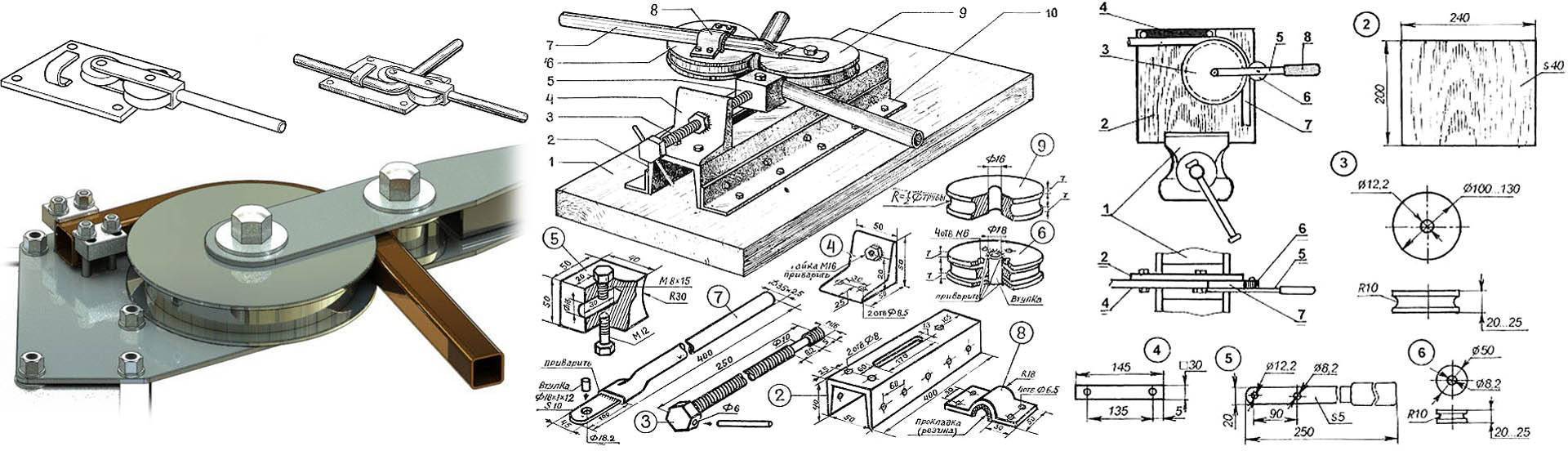
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
- Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
- Приварить на основание упор, в качестве которого можно использовать отрезок трубы
- Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
- На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)
- П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида
Принцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.
Весь процесс изготовления такого станка показан на видео ниже.
https://youtube.com/watch?v=PlXVhq-O1eY%3F
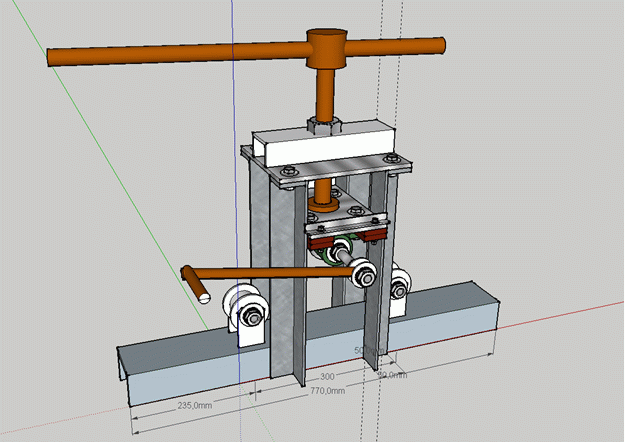
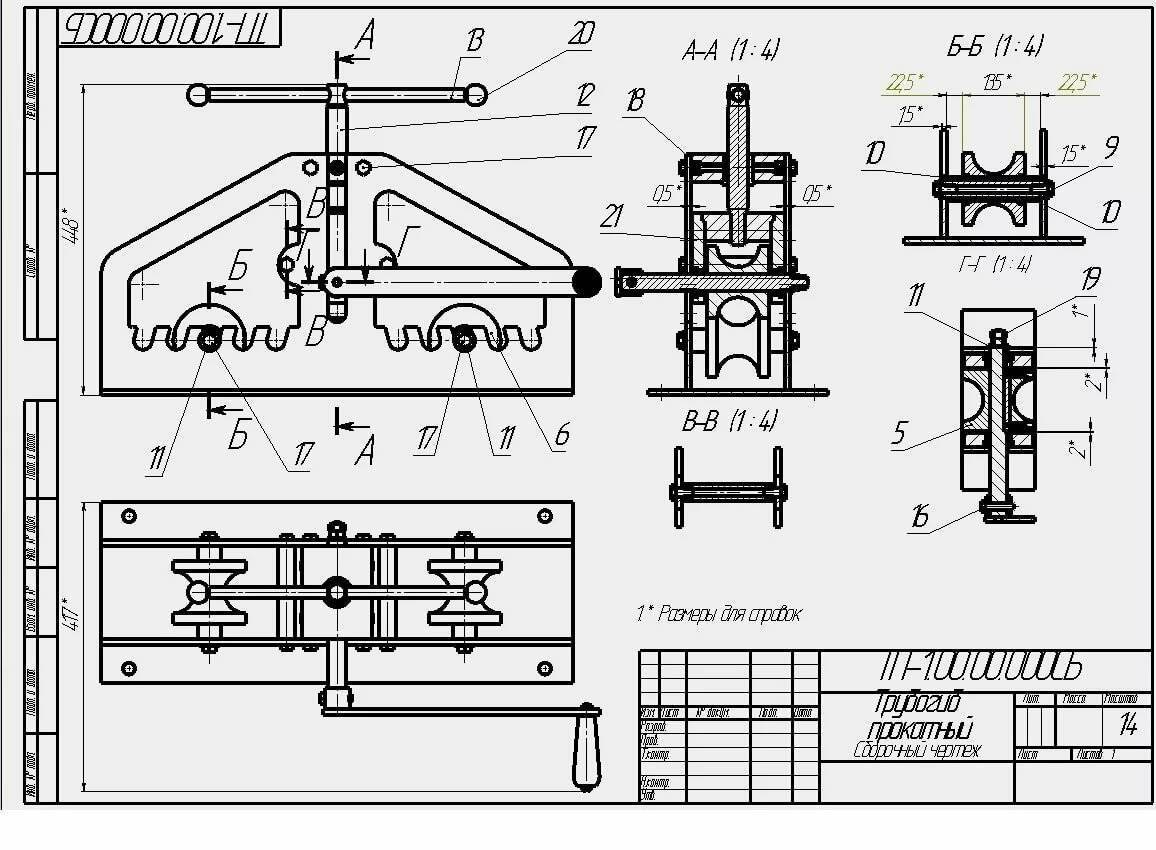
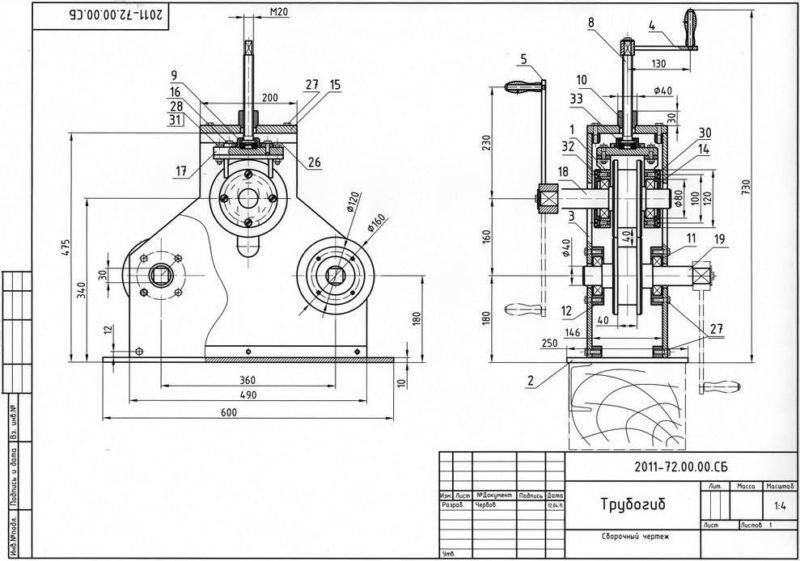
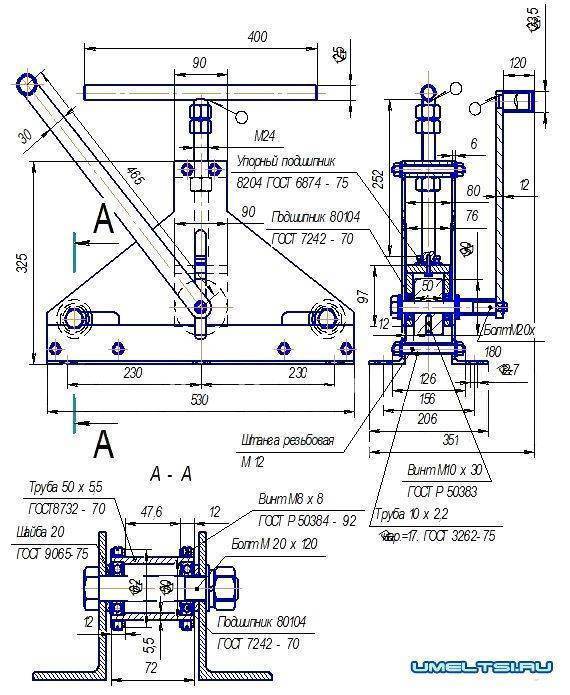
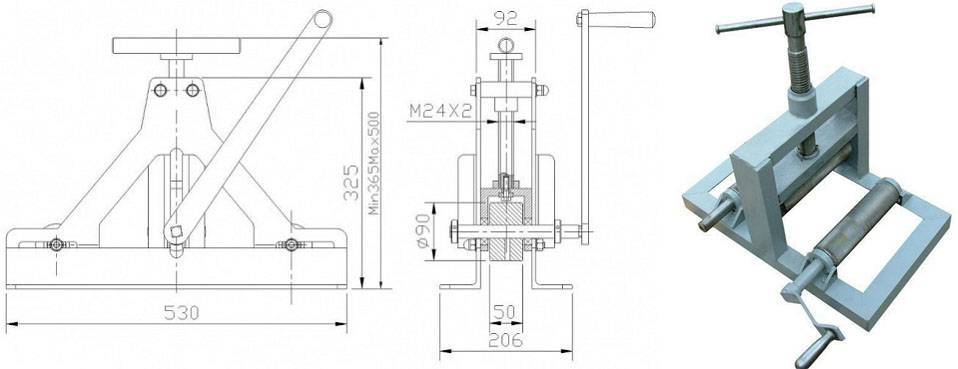
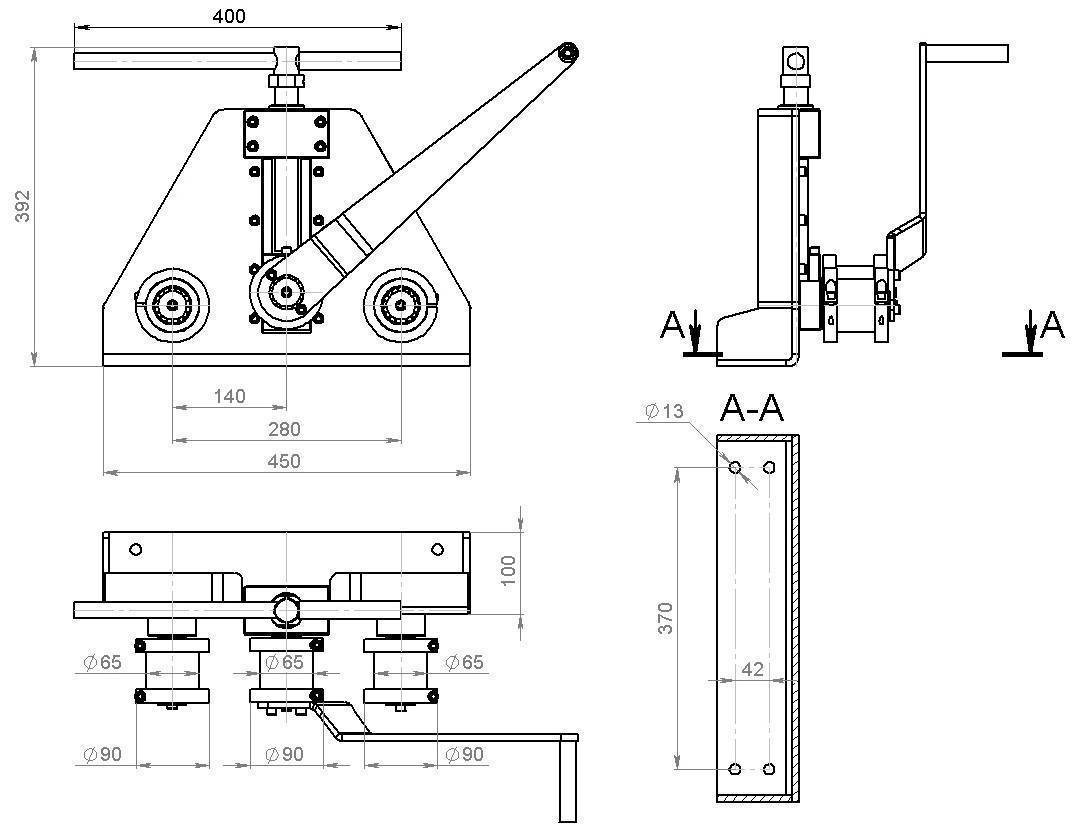
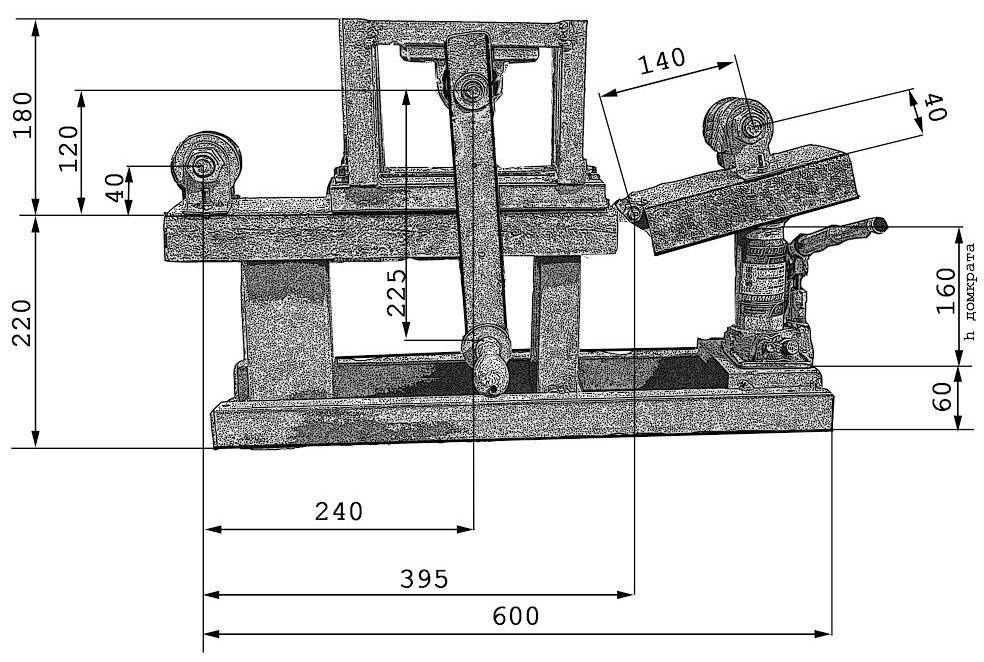
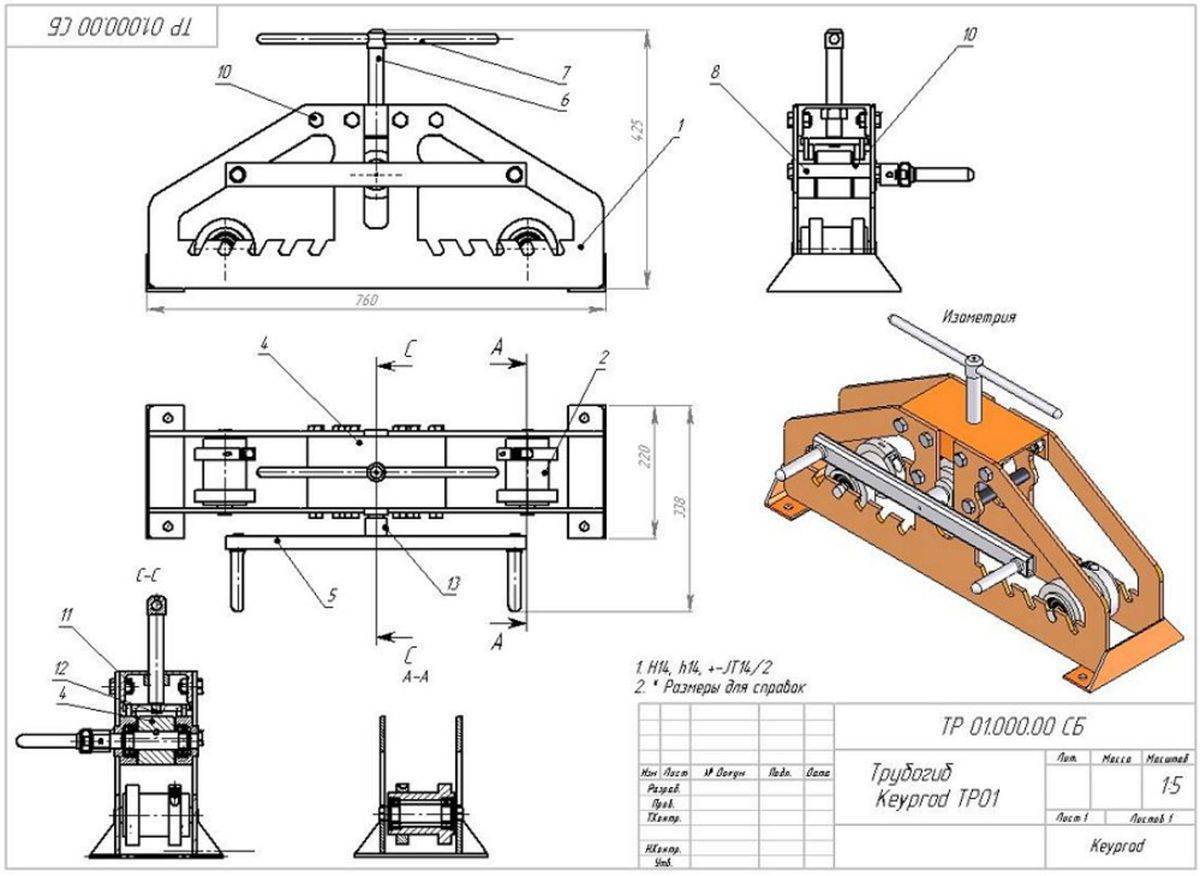
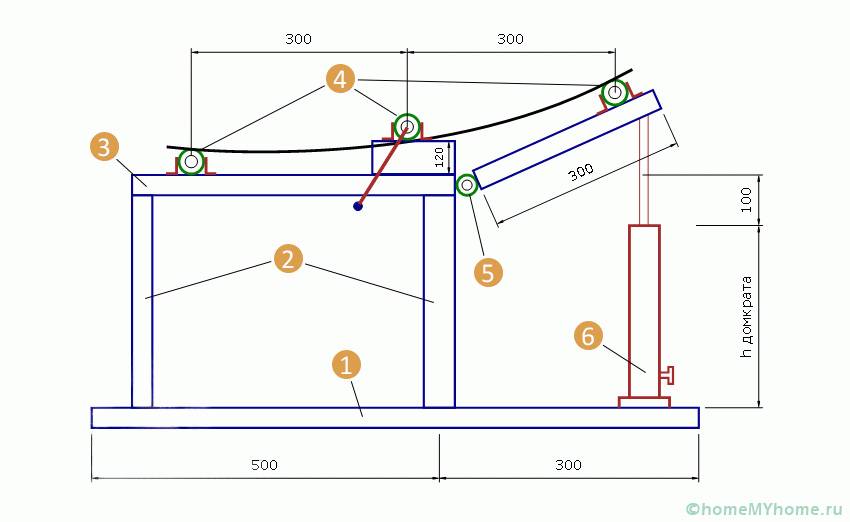
Прокатный вариант трубогиба с наличием поворотной платформы
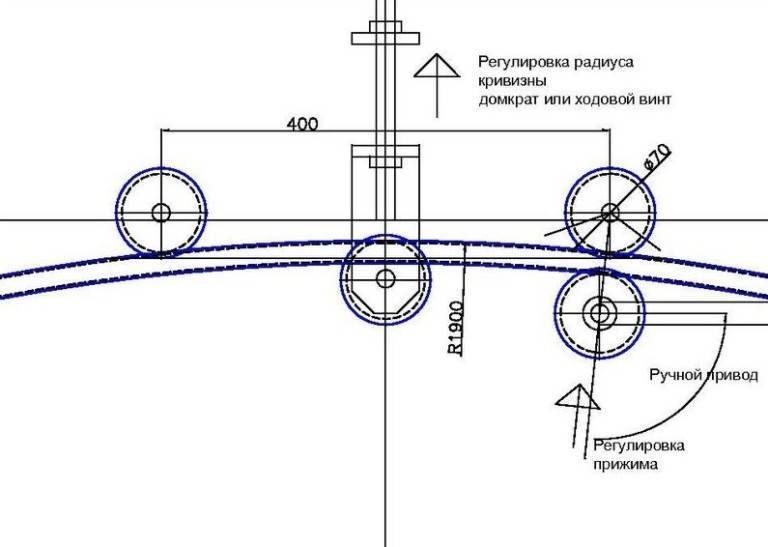
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
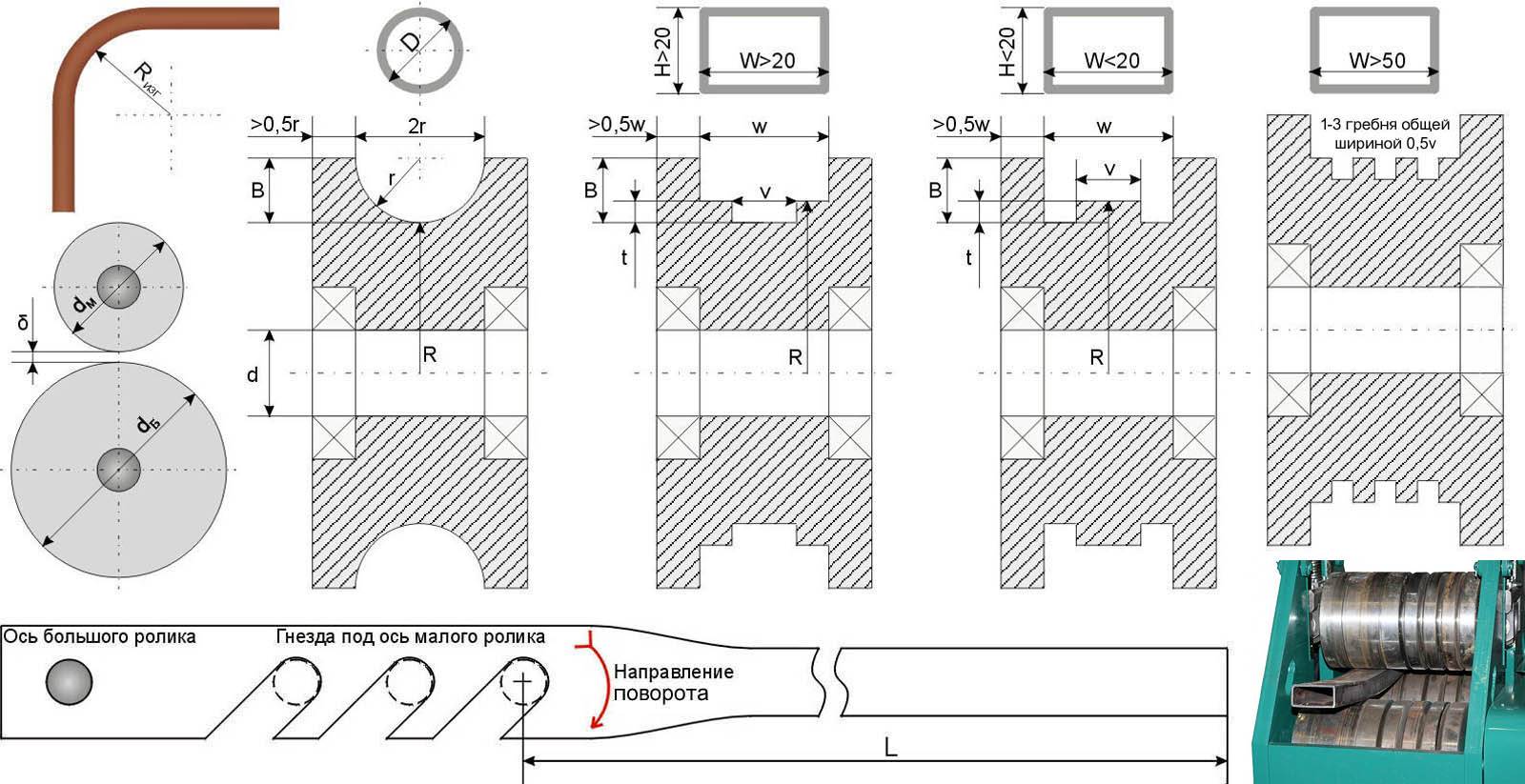
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.

Самодельный станок может иметь самую различную конструкцию
При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер
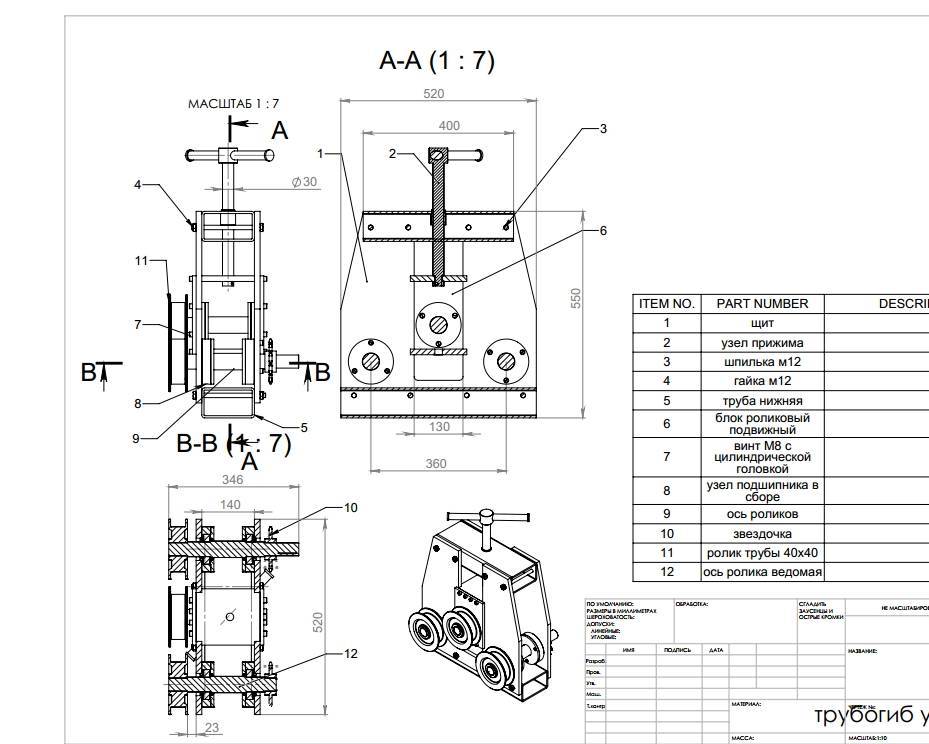
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
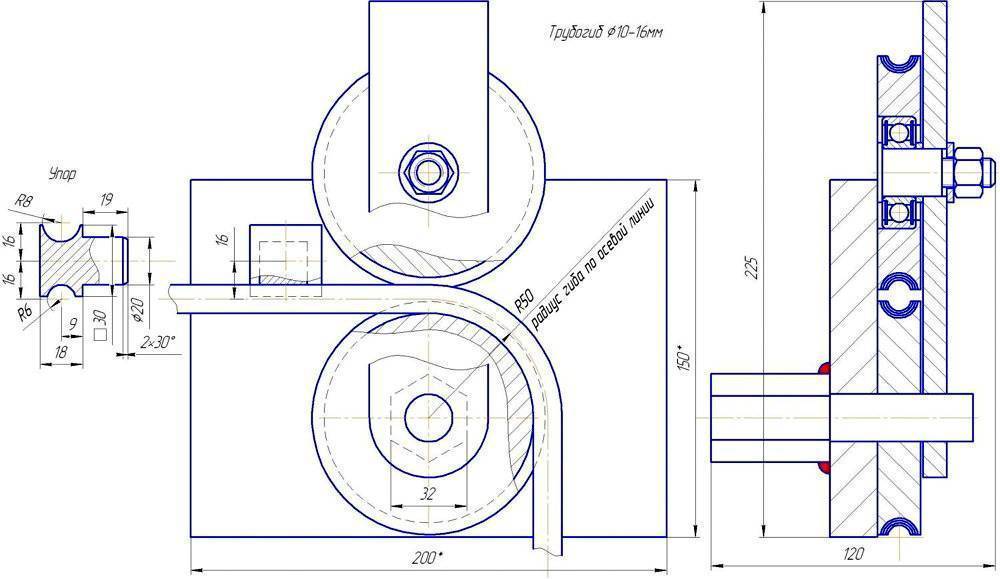
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.

Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
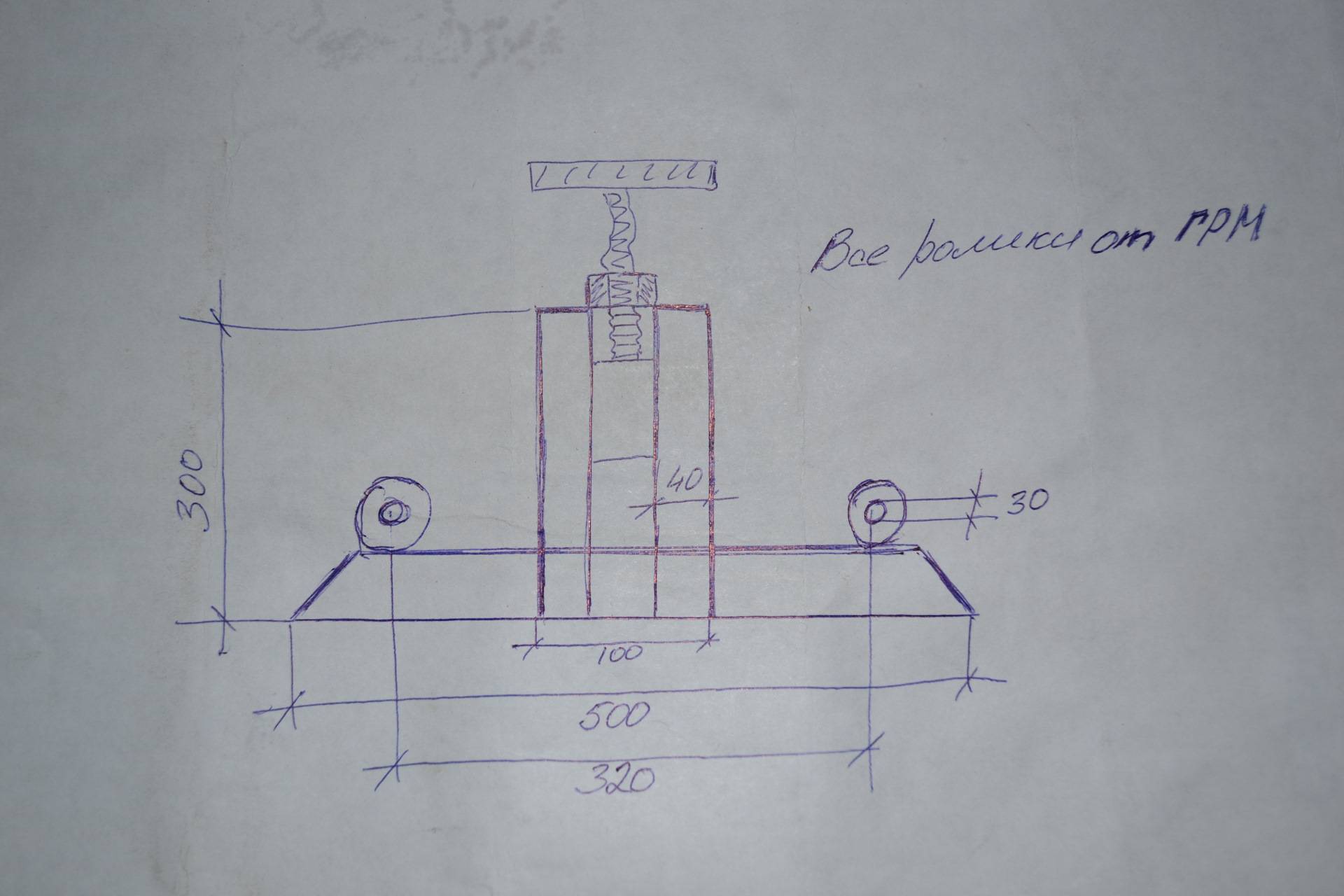
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание