
Основные ГОСТы на стальные трубы
Технические характеристики каждого типа стальной трубы, в зависимости от метода её изготовления, определяются соответствующим ГОСТом. Ознакомиться с содержимым нормативных документов необходимо как минимум для того, чтобы знать особенности эксплуатации определенного вида труб.
ГОСТ 30732-2006. Нормативный документ под номером 30732 был принят в 2006 году, и его действие распространяется на трубы и стальные фасонные изделия с теплоизоляцией. Стальные трубы, произведенные с использованием изоляции из пенополиуретана (ППУ) с полиэтиленовой оболочкой или защитным покрытием из стали, используются для прокладки тепловых сетей под и над землей. Они рассчитаны на температуру теплоносителя, не превышающую 140 градусов (с кратковременным повышением до 150 градусов). Максимально допустимое рабочее давление для стальных труб с изоляцией по государственному стандарту 30732-2006 с наличием изоляции ППУ – 1,6 МПа.
ГОСТ 2591-2006 (88). ГОСТ, определяющий сортамент стального горячекатаного проката, действует с 2006 года. В некоторых источниках используется старый ГОСТ – 2591-81. Положения документа распространяются на квадратный стальной прокат, полученный «горячим» методом. В ГОСТ 2591-2006 (88) включены все изделия, размеры сторон которых находятся в диапазоне от 6 до 200 мм. Производство более габаритных квадратных труб возможно только при согласовании условий договора изготовителя с покупателем.
ГОСТ 9567-75. В настоящее время используется версия документа, принятая в 1975 году. Данный стандарт оговаривает положения, соблюдаемые при производстве стальных прецизионных труб. Эти изделия отличаются повышенной точностью изготовления: они могут быть как холоднодеформированными, так и горячекатаными (они же бывают оцинкованные или хромированные). Трубы повышенной точности по ГОСТу 9567-75 применяются в основном в машиностроительной индустрии.

ГОСТ 9567-75 определяет параметры производства горячекатаных стальных труб
ГОСТ 52079-2003. Документ с номером 52079-2003 определяет нормы, которым подвергаются сварные прямошовные и спиралешовные стальные изделия. Их диаметр находится в диапазоне 114-1420 мм. Такие габаритные трубы применяются в сфере устройства магистральных газопроводов, трубопроводов для передачи нефти и нефтепродуктов. ГОСТ 52079-2003 разрешает транспортировку только некоррозионно-активных продуктов.
Стальные сварные изделия крупных диаметров по ГОСТ 52079 могут служить средством для транспортировки веществ под постоянным давлением (рабочим), не выходящим за пределы 9,8 МПа. Температура окружающей среды может опускаться до -60 градусов.
ГОСТ 12336-66. Нормативный документ ГОСТ 12336-66 распространяется на профильные изделия замкнутого типа, имеющие прямоугольное или квадратное сечение. С 01.01.1981 ГОСТ 12336-66 был отменен, его функции стал выполнять ТУ 14-2-361-79. Однако, положения документа 12336-66 остались актуальными и по сей день.
ГОСТ 10705-91 (80). Определяет технические условия для создания стальных электросварных прямошовных труб, диаметр которых составляет 10-630 мм. Производятся стальные трубы по ГОСТ 10705-91 (80) из углеродистых или же низколегированных сталей. Сфера применения данных конструкций разнообразна: в основном их используют при прокладке трубопроводов для транспортировки воды. Постановления стандарта не распространены на трубы из стали, используемые при изготовлении теплоэлектронагревателей.

Трубы, производимые по ГОСТ 10705-91 — основа водопроводов бытового и промышленного назначения
ГОСТ 10706 76 (91). Получил распространение на электросварные стальные трубы с прямым швом, применяемые в целях общего назначения. Диаметр труб по документу 10706-76 (91) может находиться в диапазоне 426-1620 мм.
ГОСТ 10707 80. Регламентирует нормативные положения для электросварных холоднодеформированных труб различных степеней точности: обычной, повышенной и прецизионной. Изделия по документу под номером 10707-80 выпускаются с диаметром от 5 до110 мм. Для производства труб применяется нелегированная (углеродистая) сталь. Иногда производители труб стальных электросварных (прямошовных) указывают в техническом паспорте ссылку на документ ГОСТ 10707 91. Это не является ошибкой, так как в 1991 году было продлено действие стандарта 1980 года.
Более подробно основные ГОСТы мы рассмотрим ниже.
Таблица перевода единиц
| Наружный диаметр под-соединяемой трубы | Номинал резьбы SAE | Номинал резьбы UNF | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Шаг резьбы | ||
| мм | дюйм | мм | ниток/дюйм | ||||
| 6 | 1/4»» | 1/4»» | 7/16»»-20 | 11,079 | 9,738 | 1,27 | 20 |
| 8 | 5/16»» | 5/16»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 10 | 3/8»» | 3/8»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 12 | 1/2»» | 1/2»» | 3/4»»-16 | 19,012 | 17,33 | 1,588 | 16 |
| 16 | 5/8»» | 5/8»» | 7/8»»-14 | 22,184 | 20,262 | 1,814 | 14 |
| 18 | 3/4»» | 3/4»» | 1»»-14 | 25,357 | 23,437 | 1,814 | 14 |
| 18 | 3/4»» | — | 1»»1/16-14 | 26,947 | 25,024 | 1,814 | 14 |
| 20 | 7/8»» | — | 1»»1/8-12 | 28,529 | 26,284 | 2,117 | 12 |
| 22 | 7/8»» | 7/8»» | 1»»1/4-12 | 31,704 | 29,459 | 2,117 | 12 |
| 22 | 7/8»» | — | 1»»3/8-12 | 34,877 | 32,634 | 2,117 | 12 |
| 25 | 1»» | 1»» | 1»»1/2-12 | 38,052 | 35,809 | 2,117 | 12 |
Классификация
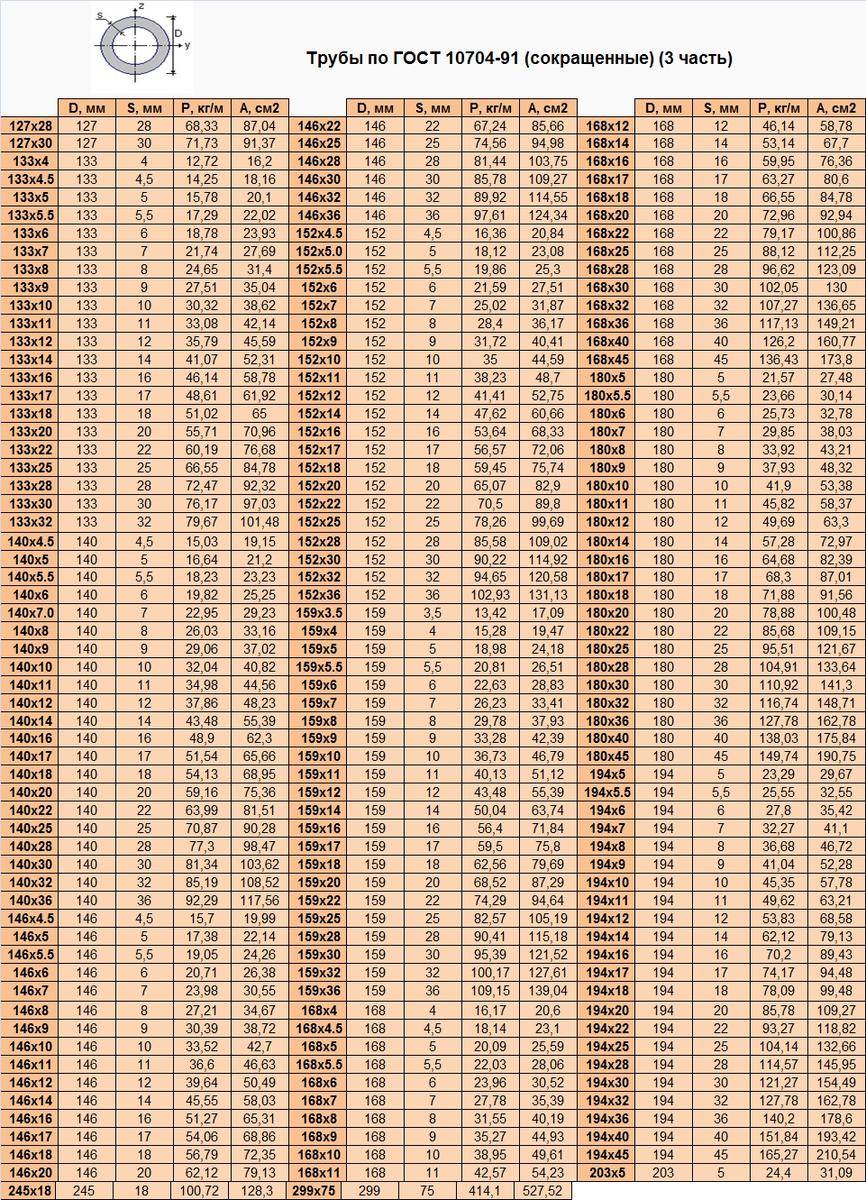
ГОСТ 10704-91 описывает сортамент электросварных изделий круглого сечения.
Стояк стальной 426 мм ГОСТ 10705-80
В нем обозначены четыре группы:
- «А». Изделия, предназначенные для экстремальных механических нагрузок.
- «Б». Изделия, предназначенные для эксплуатации в условиях взаимодействия с агрессивными химическими субстанциями.
- «В». Изделия, объединяющие свойства двух предыдущих групп: А+Б.
- «Д». Изделия, предназначенные для эксплуатации в условиях повышенного давления. Их задача — оказывать сопротивление к давлению (внутреннему и наружному). Изготавливается с применением испытательного гидравлического давления.
Весь металлопрокат этой категории специалисты разделяют на две большие группы — по наличию или отсутствию шва:
- Бесшовные. Данные изделия имеют более высокий коэффициент прочности. Они обладают высокой сопротивляемостью к любому воздействию, как внутреннему, так и внешнему. Для их производства используют цельнометаллический шаблон (заготовку). Эта продукция очень ценится на рынке, однако ее стоимость достаточно высока.
- Шовные (электросварные). Их производство менее трудозатратно, поэтому цена 1м (ПМ) на порядок ниже.
Электросварные модели, в свою очередь, классифицируются следующим образом:
- Прямошовные. Шов распределяется по всей длине.
- Спиральношовные. Шов имеет форму спирали. Продукция отличается особой устойчивостью к разрывной нагрузке.
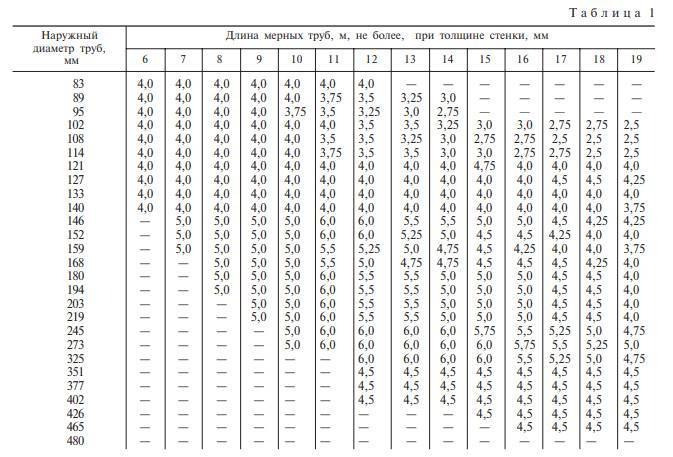
Классификация по длине
Немерные (диаметр, мм):
- меньше 30: не менее 2 м;
- от 30 до 70: не менее 3 м;
- от 70 до 152: не менее 5 м.
В случае производственной необходимости и по желанию потребителя образцы диаметром свыше 152 мм из групп «А» и «В», согласно ГОСТ 10705, выпускают длиной от 10 м. Также допускается выпуск изделий любой группы диаметром до 70 мм. Их рабочая длина будет не менее 4м.
Мерные (диаметр, мм):
- менее 70: модели варьируются от 5 до 9 м;
- от 70 до 219: модели варьируются от 6 до 9м;
- от 219 до 426: модели варьируются от 10 до 12 м.
Кратная длина
Кратность должна быть не меньше 250 мм. Кроме того, она не должна превышать нижний предел, предусмотренный для мерной продукции. При каждом резе допускается припуск в 5 мм. Исключение составляют ситуации, когда припуск оговаривается отдельно. Он входит в каждую кратность.
Образцы кратной и мерной длины выпускаются в двух классах точности, предусмотренных для длины:
- I класс. Предполагается снятие заусенцев и обрезка концов.
- II класс. – Не предусмотрена заторцовка и снятие заусенцев.
76х3,5; 76х4,0 эл./сварн. оцинкованная
Диаметры стальных труб
Диаметр трубы по способу измерения разделяется на два вида — внутренний (условный диаметр (Ду, Dy) номинальный размер (в миллиметрах) и внешний (наружный диаметр). По внутреннему диаметру измеряются трубы водогазопроводные, по внешнему электросварные круглые и бесшовные.
Применение труб различных диаметров
В различных отраслях промышленности сегодня широко используются стальные трубы. К ним можно отнести:
- бытовую;
- химическую;
- автомобильную;
- пищевую;
- сельскохозяйственную;
- строительную и другие отрасли.
Прежде всего, такая популярность данного вида трубного проката обусловлена экономической выгодой. Основным отличием стальных труб друг от друга это способы производства, стали из которых изготавливают трубы, а так же диаметры и сечение.

Большое значение для любых работ связанных с использованием труб из стали имеет как внешний, так и внутренний диаметр. Главное принципиальное отличие между измерениями диаметра трубы, это то что внешний диаметр не зависит от толщины стенок, а внутренний зависит к примеры труба 108х3 имеет внешний диаметр 108 мм, а внутренний 102 мм, расчет 108 — (3*2) = 102 мм. Так же есть трубы водогазопроводные, которые измеряются по внутреннему диаметру и имеют следующие размеры ду 15х2,8, в данном случае все наоборот внутренний остается неизменным 15 мм, а внешний будет 20,6 мм, расчет 15 + (2,8*2) = 20,6 мм. Такие трубы изготавливаются по ГОСТу 3262-75 и имеют обозначение ДУ — диаметр условного прохода.
Диаметр труб считается важным, так как показатель служит опорой для проведения классификации изделий. Зная диаметры и толщину стальных труб можно, например, заранее просчитать их необходимое количество, для транспортировки какого – либо вещества по магистрали. И как следствие можно расчитать нагрузку на проектируемую систему, а также выявить слабые места и возможности их устранение.
Разновидности диаметров можно посмотреть в таблице стальных труб
Существующая стандартизация стальных труб необходима для осуществления стыковых соединений с использованием трубопроводной арматуры и четкого определения аналогов данной продукции, изготовленной из других материалов. Ведь соединение деталей из разного материала позволило расширить сферу применения трубопроводов в различных видах промышленности. Именно поэтому всегда значение диаметра металлической трубы должно совпадать, быть тоньше или толще с его соединительным элементом или ее полимерным аналогом, формируя при этом сложную систему. Это, например, дало возможность при масштабном проектировании разнообразнейших магистралей подбирать специалистами различные соединительные узлы.
Ведь если известны значения наружного и внутреннего диаметра, то подобрать необходимые элементы для соединения достаточно легко.
Диаметры стальных труб могут быть:
- трубы с особо тонкими стенками -тонкостенные;
- нормальные, усредненные конструкции — обычные;
- изделия с тонкими стенками — тонкостенные;
- элементы с толстыми стенками — толстостенные;
- трубы с особо толстыми стенками — толстостенные.
Также диаметр и толщина стальной трубы заранее может предопределить сферу ее использования.
Стандартное обозначение диаметра труб
Труба электро сварная прямошовнfя 108х3,5 дл12м (Труба э/с пш 108х3,5 дл12м) 108мм-внешний диаметр, 3,5мм-толщина стенки, 12м-длина хлыста.
Труба водогазопроводная 50х3,5 дл6м (Труба вгп ду 50х3,5 дл6м) 50мм-внутренний диаметр, 3,5мм-толщина стенки, 6м-длина хлыста.
Труба бесшовная холоднодеформированная 35х3 н/д (Труба бш хд 35х3 н/д) 35мм-внешний диаметр, 3мм-толщина стенки, н/д- немерной длины(от 4м до 12м)
Труба бесшовная горячедеформированная 60х5 н/д (Труба бш гд 60х5 н/д) 60мм-внешний диаметр, 5мм-толщина стенки, н/д- немерной длины(от 4м до 12м).
Раструбное соединение
Для состыковки канализационных и водопроводных линий применяют раструбное соединение. Для этого на концах труб делают специальное расширение, куда вставляется другой конец. Герметичность соединения обеспечивается различными способами:
- Заделка цементом. Этот способ применяется при стыковке канализационных систем. Вначале зазор уплотняют с помощью пакли, а потом заливают цементный раствор.
Изделия с раструбом
- Герметичность с помощью резинового уплотнительного кольца. Перед сборкой кольцо обязательно надо смазать глицерином или мыльным раствором.
- Клеевое соединение. Концы обрабатывают шкуркой для придания шероховатости. Затем намазывают клеевым раствором внутри раструба и конец трубы. Оба изделия плотно прижимают и удерживают до затвердения клея.
- Соединение при помощи сварки.
Состыковка раструбная обеспечивает надежное соединение, однако в некоторых случаях устанавливают так называемый доуплотнитель, особенно для чугунных канализационных систем.
Сортамент труб стальных квадратных: ГОСТ 2591-88 (2006)
Прямоугольные и квадратные профильные трубы не получили распространения в области водного и газового снабжения, зато эффективно применяются в строительстве в качестве несущих и опорных конструкций. Тонкостенные профили используются в мебельной и рекламной сфере промышленности.
Весомым показателем, свидетельствующим о качестве стальной квадратной трубы, является её масса: это положение также оговаривается в ГОСТе 2591-88 (2006). Показатель массы на 1 погонный метр при значении плотности стали (черная сталь) в 7,85 г/см3 должен равняться от 0,269 кг — наиболее тонкостенная труба; 70,33 кг – для самой толстостенной.
ГОСТ 2591-88 на стальные квадратные трубы говорит о том, что значение кривизны квадратного проката не должен превышать 0,5% длины для изделий с диаметром 25 мм и 0,4% для изделий с длиной более 25 мм. При требовании заказчика данный показатель может быть снижен до 0,2%.

Для каждой длины труб существуют стандартные параметры и допустимые отклонения
Отклонения по сторонам квадратного проката согласно ГОСТ 2591-88 могут находиться как в плюсовом, так и в минусовом диапазоне. При обычной точности проката допускается минусовое отклонение от -2,5 мм (для габаритных изделий со стороной квадрата в 200 мм) до -0,5 (тонкостенные изделия, сторона квадрата – 13-25 мм). И, соответственно, плюсовое: от +0,9 мм до +0,3 мм.
Сортамент труб стальных прямоугольных определяется ГОСТом 8645-68. Изделия, выпускаемые согласно этому стандарту, могут быть горячетканными, холоднотянутыми и бесшовными. С точки зрения прочности выигрывают бесшовные конструкции, однако их стоимость не позволяет их использовать массово.
Профильные (и квадратные, и прямоугольные) стальные трубы по ГОСТу чаще бывают сварными. Современные технологичные методы позволяют регулировать прочность шва при помощи индукционных токов, при этом продукция будет оставаться сравнительно недорогой. Сварные швы могут зачищаться и обрабатываться или же оставаться не зачищенными: всё зависит от дальнейшего способа эксплуатации.
Таким же образом производятся и оцинкованные профильные трубы: используется стальная лента с предварительно нанесенным защитным покрытием. В некоторых случаях применяется оцинковка уже готовых изделий. Профильная труба несколько раз опускается в резервуар с расплавленным цинком.
ГОСТ на прямоугольные стальные трубы не разделяет изделия по группам в зависимости от марки стали, используемой при изготовлении. ГОСТ допускает то, что при производстве профильной стальной трубы будет применена черная сталь, уступающая более дорогим маркам в презентабельности внешнего вида и нестойкости к коррозии.

Для защиты профильных труб от коррозии на них наносится покрытие из цинка
Труба стальная прямоугольная по ГОСТу 8645-68 может иметь различные размеры: самыми востребованными по меньшей стороне являются 40 мм, по большей – от 60 мм до 100 мм. Профильные трубы, чьи габариты по большей стороне превышают 60 мм, имеют высокую прочность на изгиб при сравнительно легком весе, что делает их очень популярными в сфере инженерии и строительства.
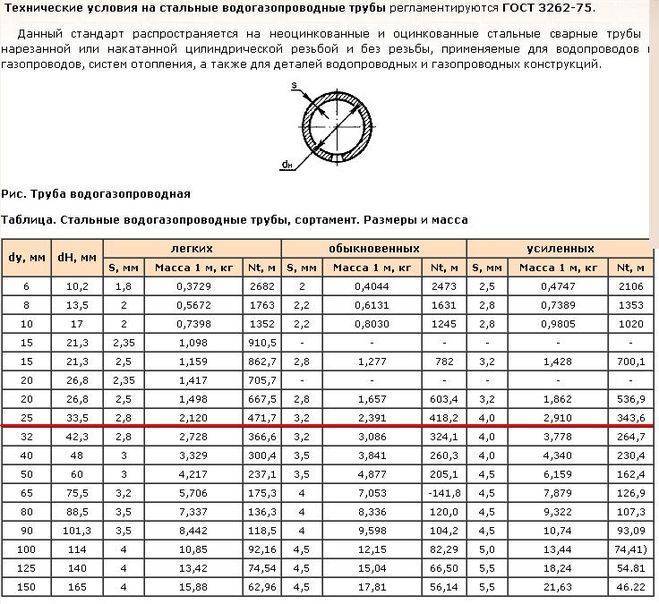
Сортамент труб. Диаметры, вес водопроводных, газовых труб ГОСТ 3262-75
Сортамент водогазопроводных труб ГОСТ 3262-75
Сортамент труб водогазопроводных часто нужен для онлайн расчета веса труб систем водогазопровода при строительстве, прокладке коммуникаций, при прокладке водопроводов, газопроводов. Полный сортамент труб применяют при монтаже систем отопления и выполнения деталей трубопроводов, в наружных сетях питьевого водоснабжения.
ГОСТ 3262-62 на водопроводные и газовые трубы допускает выпускать трубный прокат без резьбы на концах или с резьбой, при этом длина черных труб без резьбы колеблется от 4 до 12 м, а черных и оцинкованных с резьбой – от 4 до 8 м.
Стальные водопроводные трубы ГОСТ 3262-75 повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
Сортамент стальных труб водогазопроводных обычной точности допускает изготовление из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава. Наиболее ходовой сортамент труб – черный трубный прокат, применяют для водопроводов, газопроводов и систем отопления. Трубы ВГП повышенной точности изготовляют из сталей по ГОСТ 1050. Сортамент оцинкованных труб применяют для деталей водопроводных и газопроводных конструкций с высокими требованиями к долговечности и коррозионной стойкости.

Круглая труба – это вид сортамента металлопроката, который производится методом электросварки. Технология производства трубного проката состоит в том, что стальные листовые заготовки из штрипса (лист стальной в рулонах) проходят процесс размотки и правки на валках, нарезаются в размер заданной длины и ширины, после чего обрабатываются края полос путем снятия фаски. Далее происходит сварка полос в стык, листовые заготовки поступают в накопитель для подачи материала на формовочный стан, где профилируются в круглую трубу требуемого размера диаметра. Толщина стенки трубы (тонкостенные, толстостенные) зависит от толщины листового штрипса. На следующем этапе происходит сварка продольного шва (либо по прямой линии, либо по спирали) путем оплавления кромок металла токами высокой частоты, их замыкание в неразъемное соединение для получения сплошного металла по всему сечению трубы круглой формы. На завершающей стадии технологического процесса снимается грат на готовом изделии и электросварная труба охлаждается, калибруется для соответствия диаметров ГОСТу в пределах допусков и нарезается в требуемый размер по длине.

Соответствие дюймов диаметру условного прохода трубы Ду
Четверть дюйма – 8 мм; полдюйма – 15 мм; три четверти дюйма – 20 мм; дюйм – 25 мм; дюйм с четвертью – 32 мм; полтора дюйма – 40 мм; два дюйма – 50 мм; два с половиной дюйма – 65 мм; 4 дюйма – 100 мм.
Это соотношение между дюймами и миллиметрами значительно упрощает подбор трубопроводной арматуры импортного производства к украинским трубам, однако здесь важно понимать, что такие размеры подходят и для отечественных отводов, переходов, водопроводных кранов, газовых вентилей. Импортные муфты, краны, отводы, тройники, сгоны (а сейчас часто находит применение импортная нержавеющая трубопроводная арматура) имеют реальные дюймовые размеры, которые несколько отличаются от присоединительных размеров труб ВГП
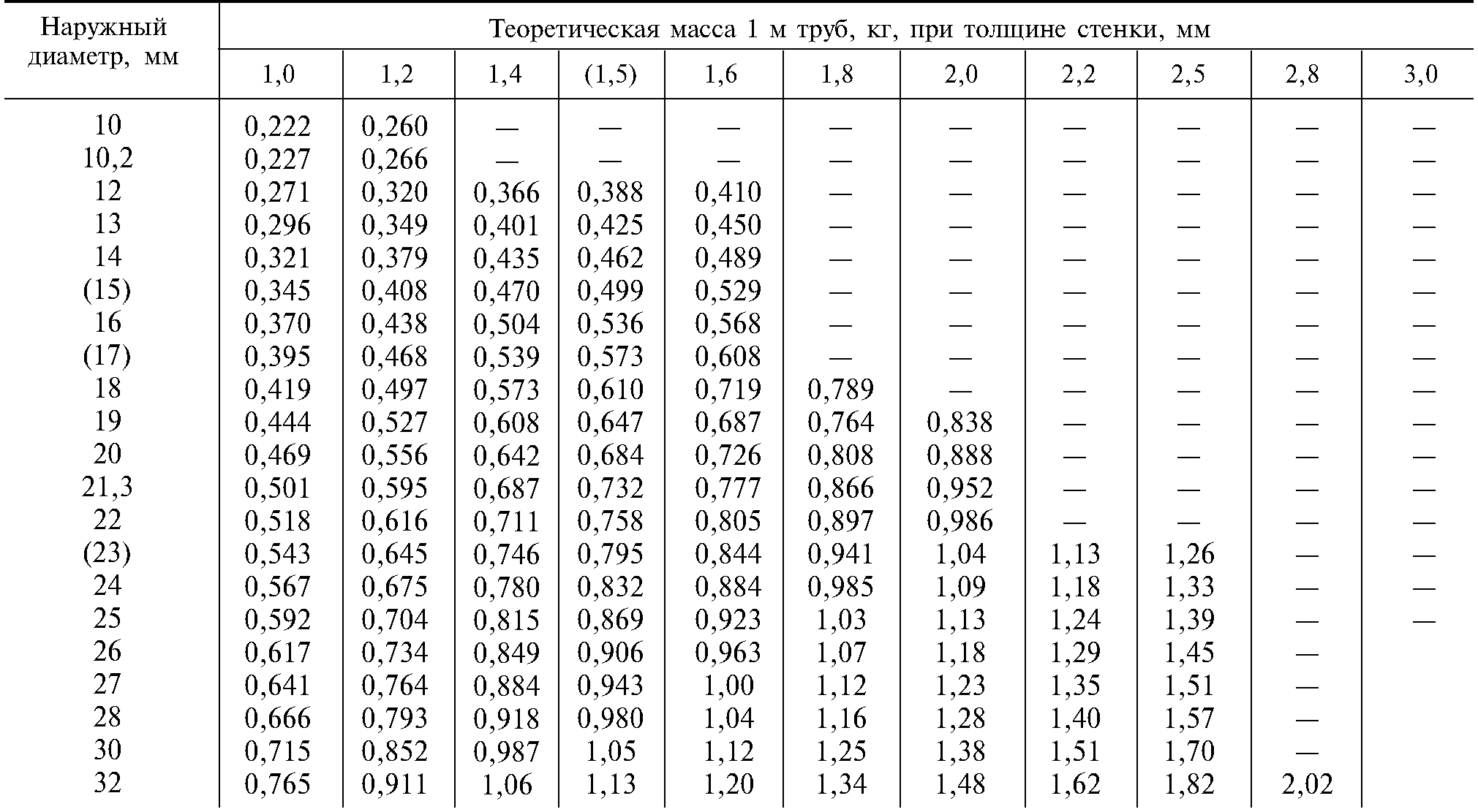
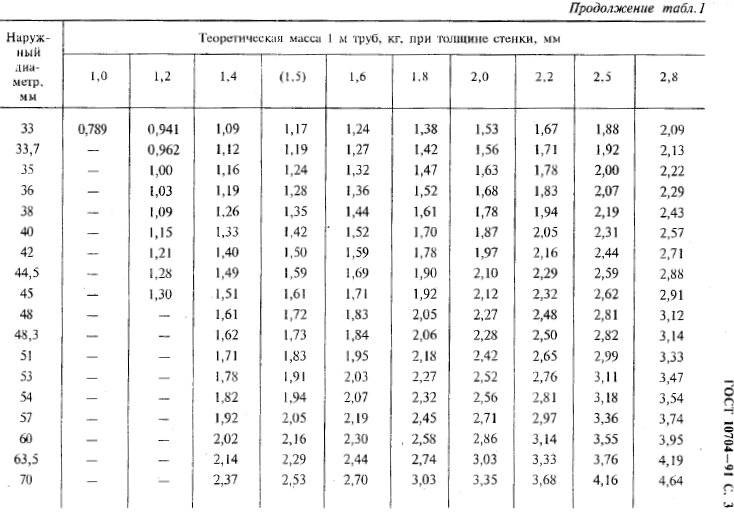
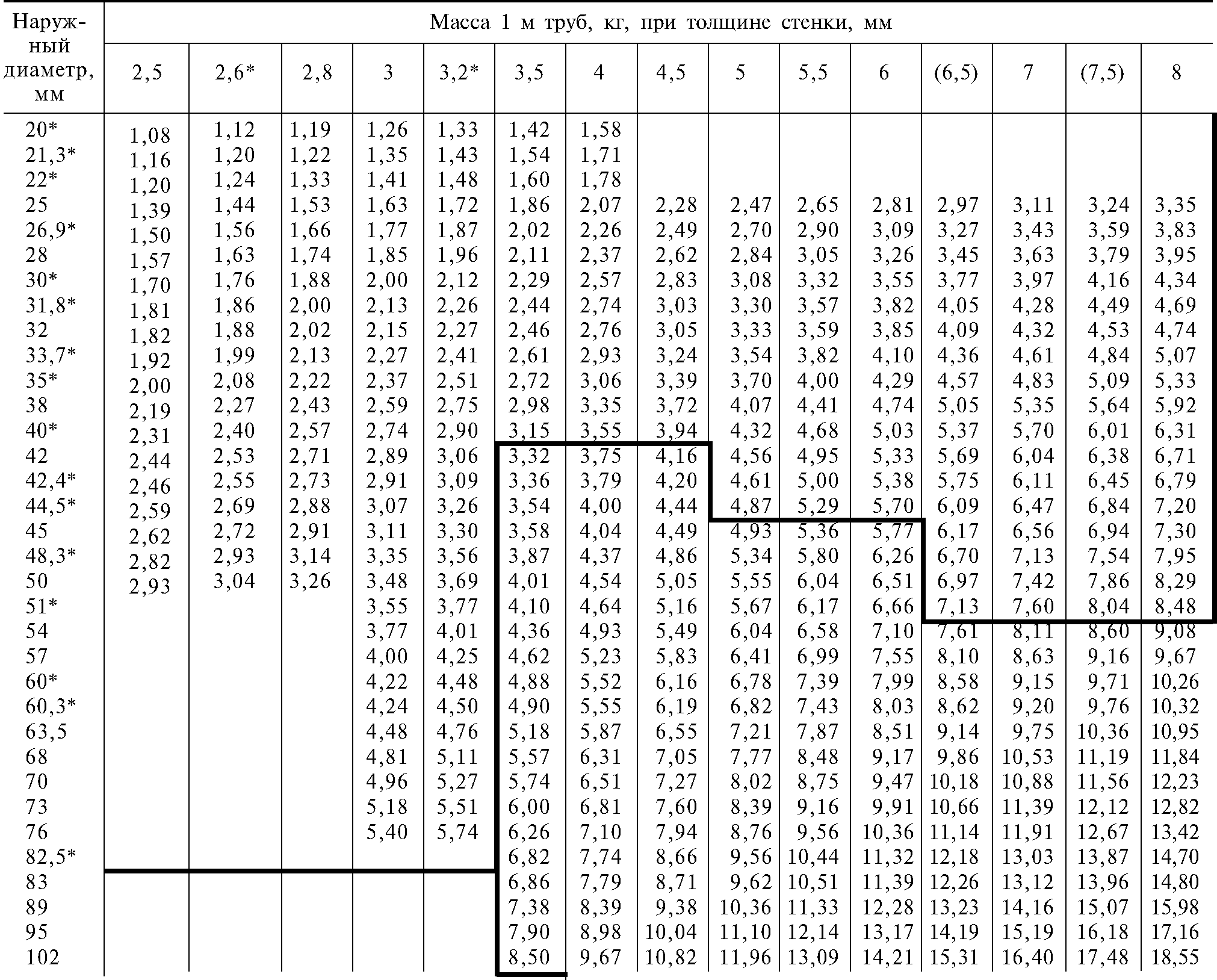
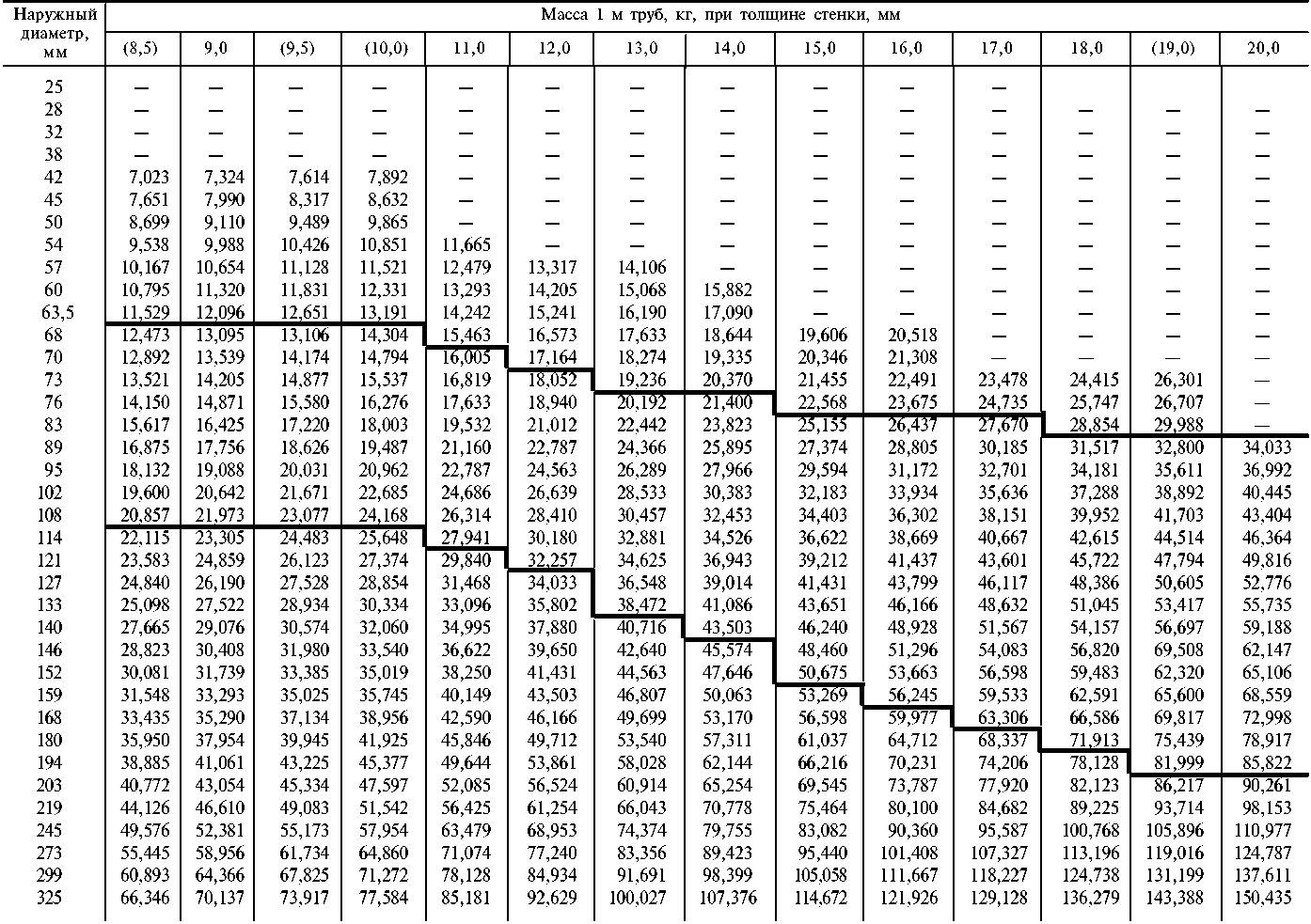
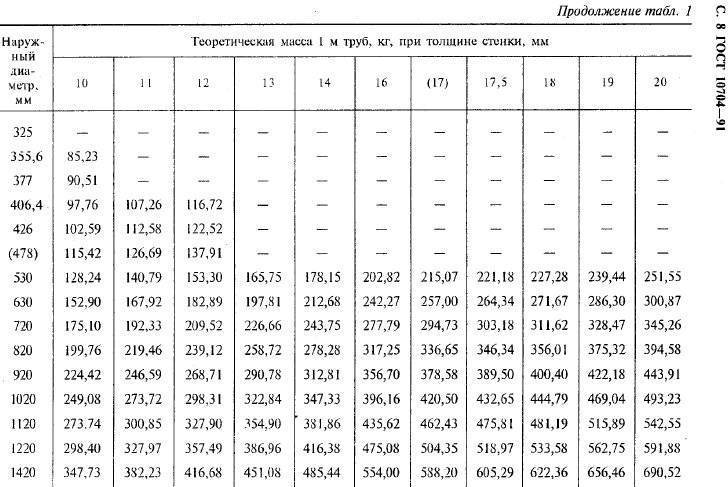
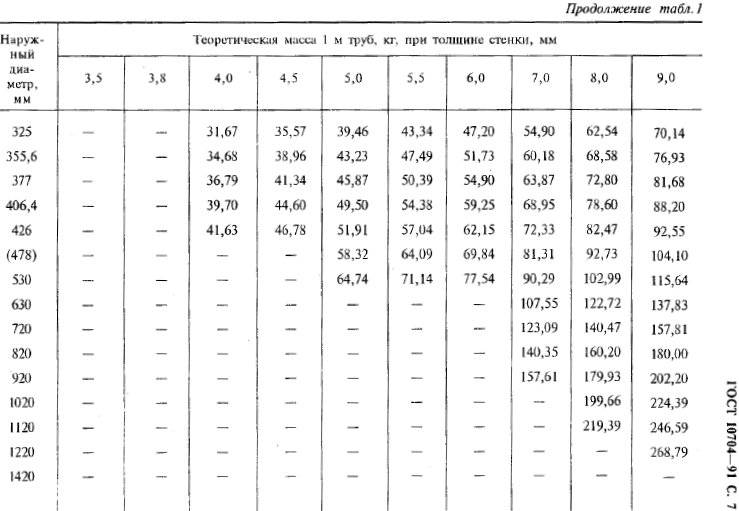
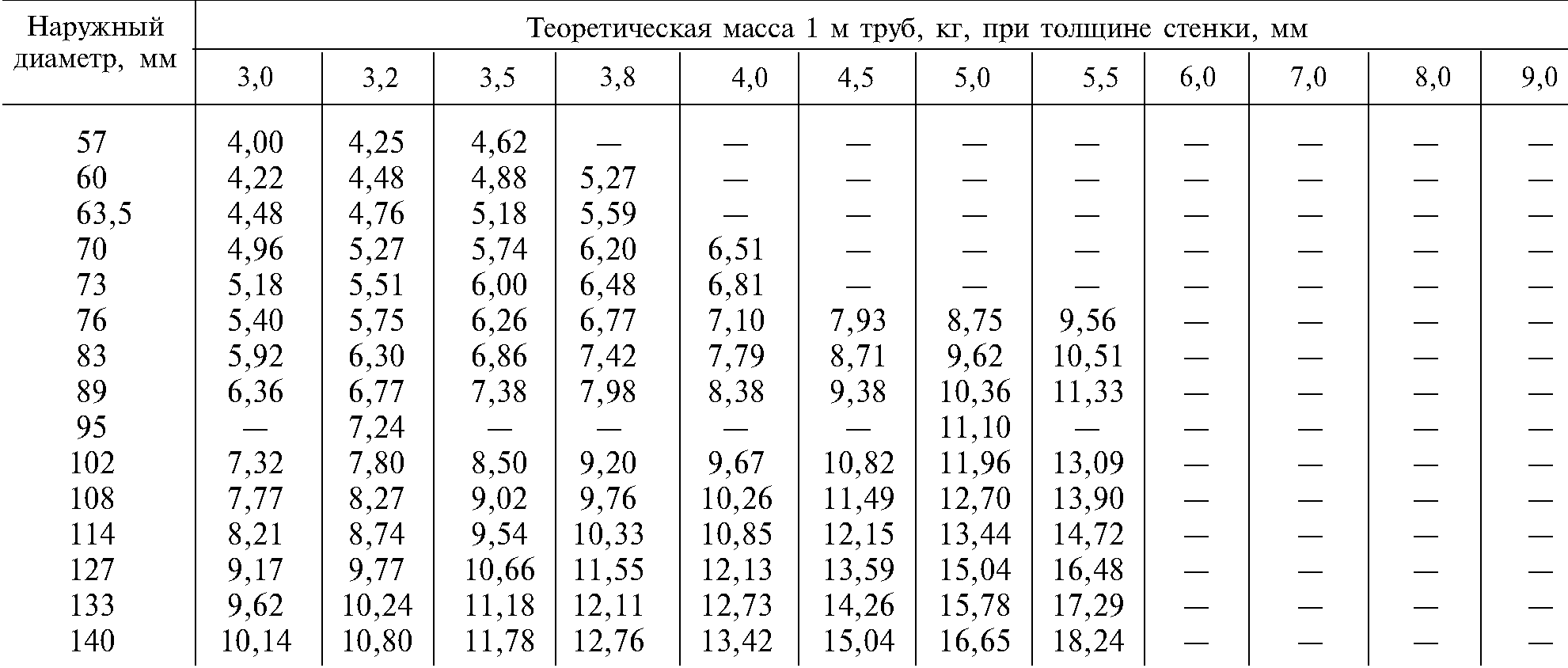
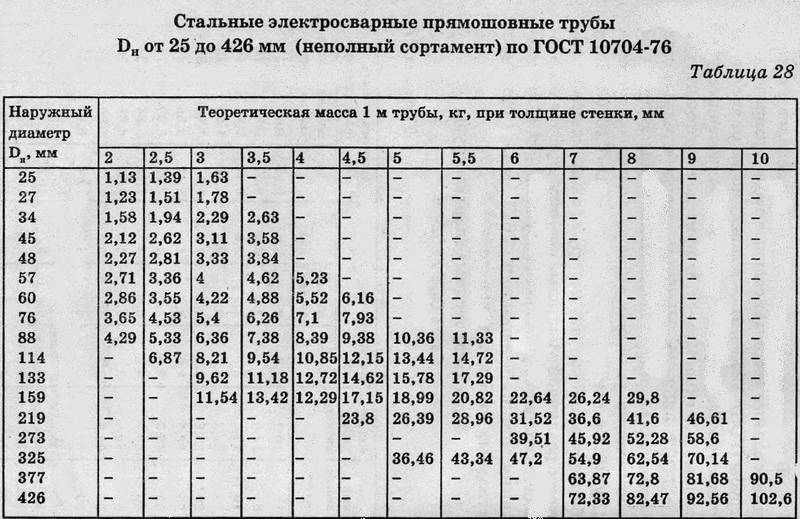
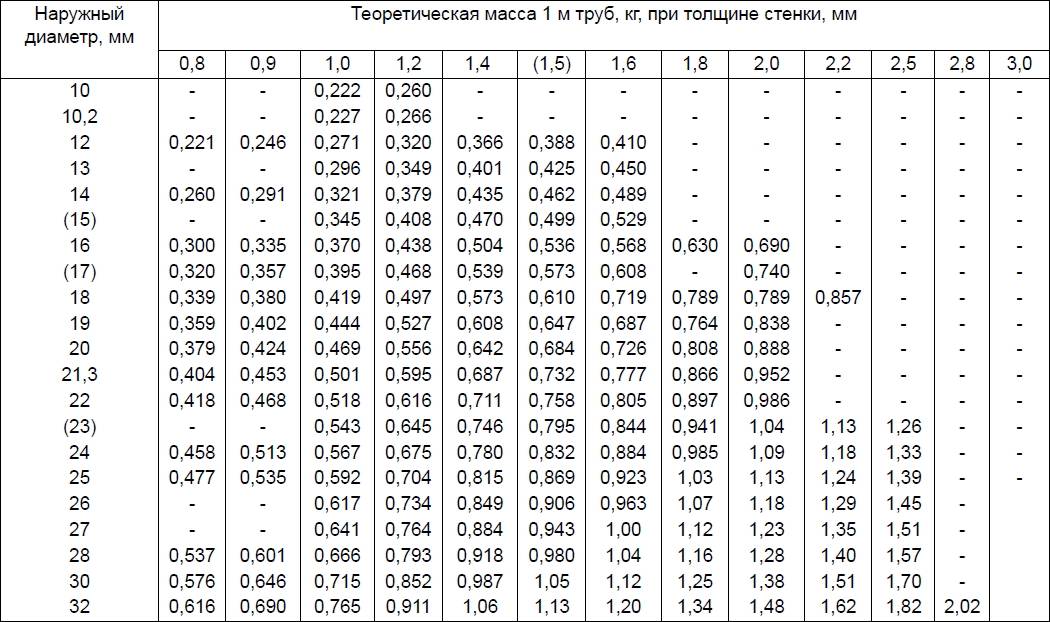
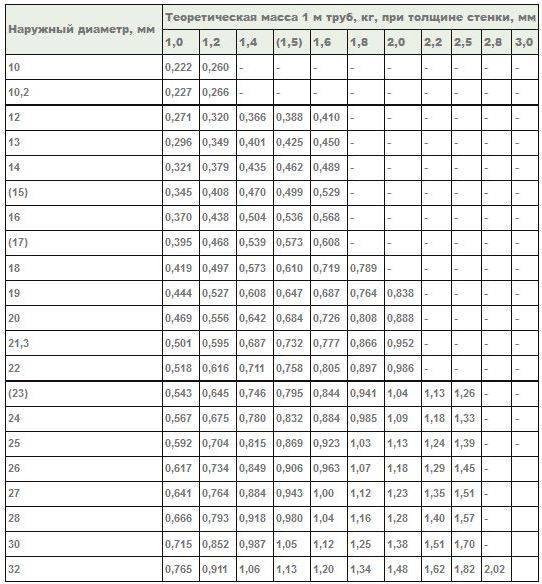
Таблица диаметров труб – Сколько килограммов (кг) в одном метре (м) трубы
Вес погонного метра стальной трубы в таблице – теоретическая масса. Фактическое значение может отличаться на 4-8%
Для перевода метров в килограммы трубы нужно умножить значение веса погонного метра в таблице сортамента на общую длину трубного проката.
Стандартное обозначение диаметра труб в сортаменте (см. таблицу):
- Внутренний диаметр – основная размерная характеристика труб и соединительных частей (фитингов) к ним.
- Наружный диаметр труб (в таблице – dn). Стальной трубный прокат классифицируются именно по наружному диаметру: малые размеры труб – 5-102 мм; средние размеры – 102 – 406 мм; большие размеры 426 мм и более.
- Условный диаметр трубы (в таблице – Dy, Ду) – это номинальный размер внутреннего диаметра в миллиметрах либо его округленное значение в дюймах.
- Диаметр номинальный (в таблице Dn, Дн)
- Толщина стенки, мм (в таблице S).
Предельные отклонения по массе труб в таблице диаметров и весовых данных не должны превышать +8%
Маркировка стальных водогазопроводных труб
Исчерпывающую информацию о сортовом металлопрокате можно получить из маркировки, которая имеется на изделии. Производитель может наносить данные несколькими способами:
- с использованием электрографа;
- путем клеймения;
- с применением специальной несмываемой краски;
- с помощью электрического карандаша.
Информацию принято располагать:
- на торцевом срезе (если изделие имеет стенку толщиной от 10 мм);
- на внутренней стенке (для изделий, диаметр которых превышает 530 мм);
- на внешней стенке (этот способ применяется для изделий диаметром до 530 мм).
Маркировка должна иметь несколько буквенных и цифровых обозначений. В случае с водогазопроводной трубой указывают следующие характеристики:
- Ц — присутствие этой буквы в маркировке означает наличие цинкового слоя;
- Л — легкая труба с тонкой стенкой;
- У — утяжеленное изделие (толстостенное);
- Р — наличие резьбы на сортовом металлопрокате;
- ГОСТ ХХХХХ — продукция изготовлена в соответствии с требованиями указанного Госстандарта;
- количественный показатель толщины стенки и диаметра.
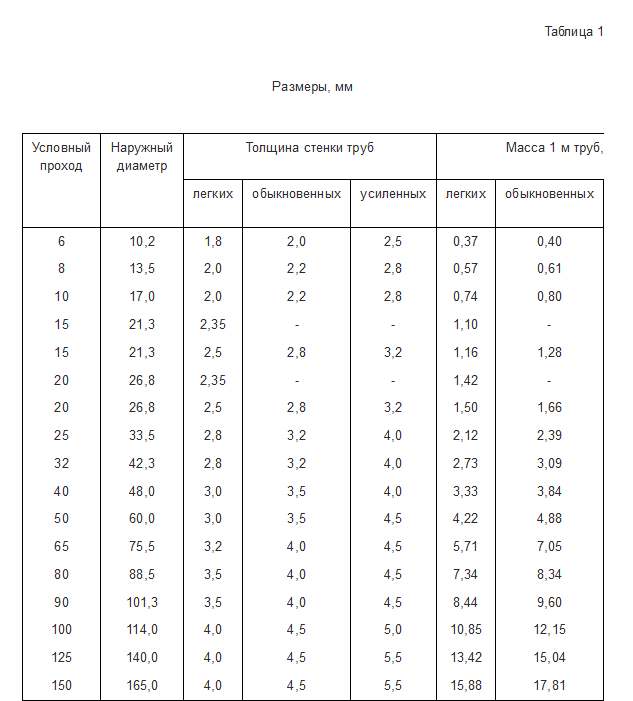
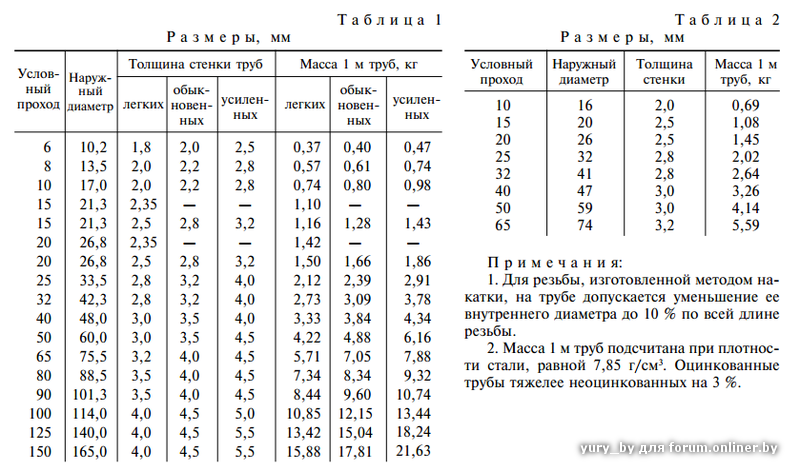
Таблица 1
Диаметр водопроводных труб строго регламентируется принятыми стандартами. Ознакомиться с ними поможет таблица.
| Наружный диаметр | Условный проход | Масса 1 метра труб, кг | Толщина стенки труб | ||||
| Усиленных | Обыкновенных | Легких | Усиленных | Обыкновенных | Легких | ||
| 10,2 | 6 | 0,47 | 0,4 | 0,37 | 2.50 | 2 | 1.8 |
| 13,5 | 8 | 0,74 | 0,61 | 0,57 | 2,8 | 2,20 | 2 |
| 17,0 | 10 | 0,98 | 0,8 | 0,74 | 2,8 | 2,20 | 2 |
| 21,3 | 15 | ˗˗˗˗ | ˗˗˗˗ | 1,1 | ˗˗˗˗ | ˗˗˗˗ | 2,35 |
| 21,3 | 15 | 1,43 | 1,28 | 1,16 | 3,2 | 2,80 | 2,5 |
| 26,8 | 20 | ˗˗˗˗ | ˗˗˗˗ | 1,42 | ˗˗˗˗ | ˗˗˗˗ | 2,35 |
| 26,8 | 20 | 1,86 | 1,66 | 1,5 | 3,2 | 2,80 | 2,5 |
| 33,5 | 25 | 2,91 | 2,39 | 2,12 | 4 | 3,20 | 2,8 |
| 42,3 | 32 | 3,78 | 3,09 | 2,73 | 4 | 3,20 | 2,8 |
| 48,0 | 40 | 4,34 | 3,84 | 3,33 | 4 | 3,50 | 3 |
| 60,0 | 50 | 6,16 | 4,88 | 4,22 | 4,50 | 3,5 | 3 |
| 75,5 | 65 | 7,88 | 7,05 | 5,71 | 4,50 | 4 | 3,2 |
| 88,5 | 80 | 9,32 | 8,34 | 7,34 | 4,50 | 4 | 3,50 |
| 101,3 | 90 | 10,74 | 9,60 | 8,44 | 4,50 | 4 | 3,50 |
| 114,0 | 100 | 13,44 | 12,15 | 10,85 | 5 | 4,50 | 4 |
| 140,0 | 125 | 18,24 | 15,04 | 13,42 | 5,50 | 4,50 | 4 |
| 165,0 | 150 | 21,63 | 17,81 | 15,88 | 5,50 | 4,50 | 4 |
Таблица 2
| Длина труб. м | Предельные отклонения по длине мерных труб. миллиметров. классов | |
| I | II | |
| До 6 включ. | +10 | +50 |
| Св. 6 | +15 | +70 |
3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
- + 15 миллиметров — для труб I класса точности;
- + 100 миллиметров — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности, должны быть с заторцованными концам и с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
ГОСТ 3262-75
Вернемся, однако, к водогазопроводным трубам. Чтобы узнать, каковы размеры трубы ДУ20 или каким наружным диаметром обладает труба ДУ50, достаточно внимательно изучить ГОСТ 3262-75, по которому они производятся.
Размеры
| Условный проход | Наружный диаметр | Толщина стенки труб | ||
| Легких | Обыкновенных | Усиленных | ||
| 15 | 21,3 | 2,5 | 2,8 | 3,2 |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 |
| 25 | 33,6 | 2,8 | 3,2 | 4,0 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 |
Вот полный перечень описанных стандартом типоразмеров. Чтобы узнать, к примеру, все размеры трубы ДУ40, достаточно найти ее в таблице.
Прочие требования
Стандарт содержит не только сортамент производимой по нему продукции.
В нем есть ряд требований к производству.
Все ВГП трубы – электросварные, то есть производятся вальцеванием плоской заготовки и последующей проваркой продольного шва.

Следы швов нетрудно разглядеть на внутренней поверхности.
В рамках стандарта они могут производиться как без антикоррозийного покрытия, так и оцинкованными.

Стояки водоснабжения из оцинковки.
- Рабочее гидравлическое давление должно составлять не менее 25 кгс/см2 для легких и обыкновенных изделий, и 32 кгс/см2 для усиленных.
- Длина прямых отрезков составляет от 4 до 12 метров. Согласно ГОСТ, они могут поставляться немерной, мерной и кратной мерной длины; в последнем случае делается припуск в 5 мм на каждый рез.
Методы соединения труб
Наиболее распространены сварные соединения. Сваркой соединяются трубы любого размера; для удобства и надежности сварного шва трубы под сварку поставляются со снятыми фасками.
Трубы большого диаметра ( от 50 миллиметров и более; деление по диаметру довольно условно — встречаются фланцы и на трубах диаметром 40 миллиметров, и на более тонких) используют фланцевые соединения. В качестве средства обеспечения герметичности используется паронитовая прокладка.

Трубы большого диаметра могут соединяться фланцами
Трубы малого диаметра используют резьбовые соединения. То, какими производятся резьбовые фитинги для стальных труб — ГОСТ тоже регламентирует, причем не один.
Так,
- ГОСТ 8966-75 регламентирует производство муфт;
- Ниппели стальные производятся по ГОСТ 8967-75;
- Контргайки делаются по стандарту ГОСТ 8968-75;
- Сгоны должны изготавливаться с учетом требований ГОСТ 8969-75.
Материалами для резьбовых фитингов служат латунь (часто хромированная), нержавеющая сталь и чугун. Из черной стали фитинги тоже делают, однако их применение не рекомендовано: ржавея, они прикипают к трубе намертво, и разобрать такое соединение без отжига очень трудно.
Виды труб по способу производства
Различают следующие способы производства трубопроводов: горячедеформированные, холоднодеформированные, электросварные. Размеры и предельные отклонения изделий, материалы изготовления регламентируются сортаментами на трубы стальные круглые, разные сортаменты для каждого способа производства:
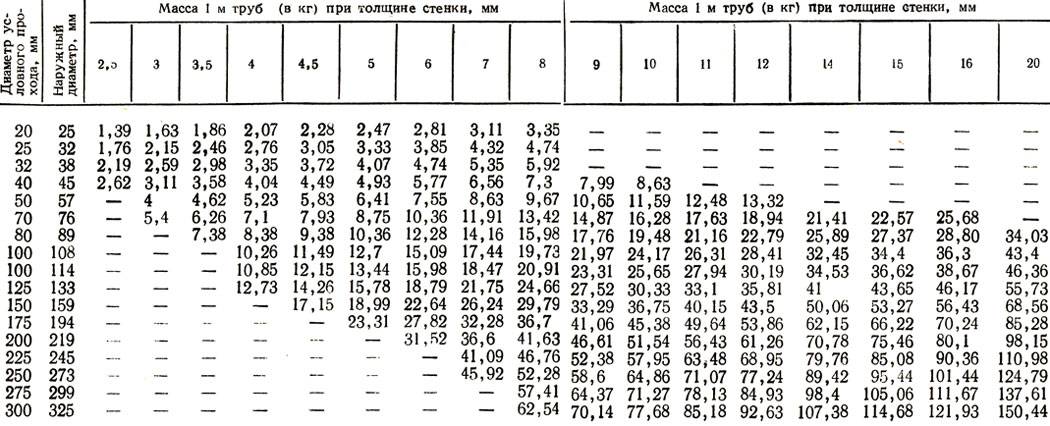
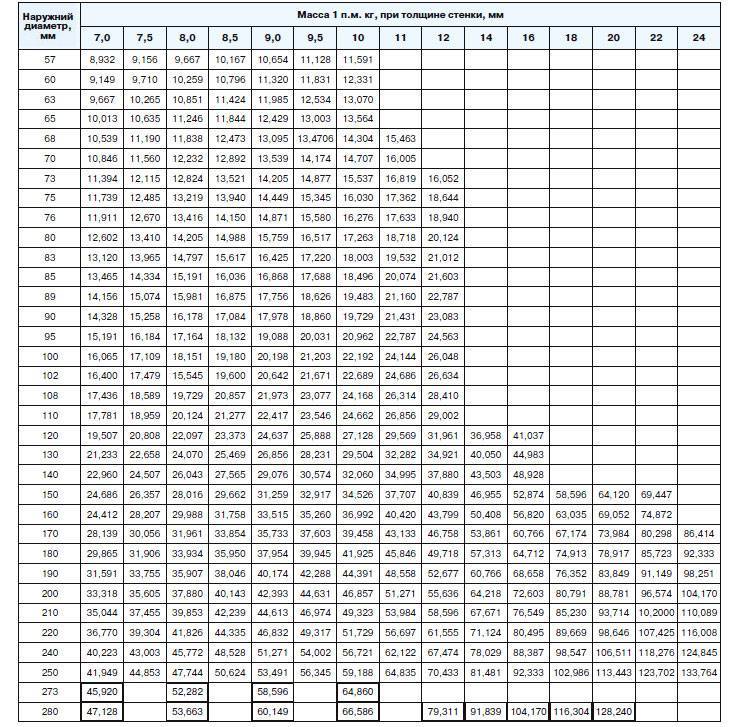
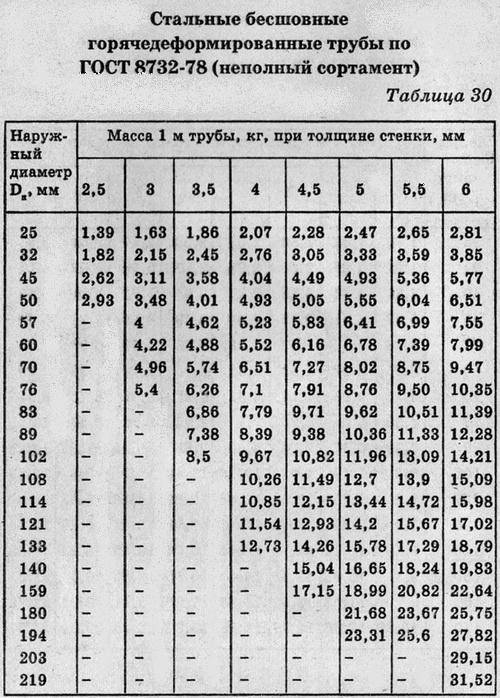
Трубы стальные бесшовные горячедеформированные ГОСТ 8732
Изготовление труб происходит в три этапа. В начале в нагретой до 900-1200 градусов круглой заготовке на специальных станках делают прошивку отверстия, в результате получается гильза. Дальше гильзу раскатывают в черновую трубу, и последний этап, это калибрование, прокатка с окончательными размерами по толщине и диаметру.
Размеры получаемых изделий по этому способу производства могут быть: наружный диаметр 16-630 мм, толщина стенки 1,5-50 мм. Заготовки изделий разделяются на несколько групп, в зависимости от применяемого материала изготовления:
- А –механические свойства изделия нормируются.
- Б – химический состав регламентируется при изготовлении.
- В – одновременно регламентируются механические свойства и химический состав;
- Г – нормируется химический состав и проверяются механические свойства на опытных образцах;
- Д – регламентируется значение испытательного давления при проверке.
Производство горячедеформированных труб
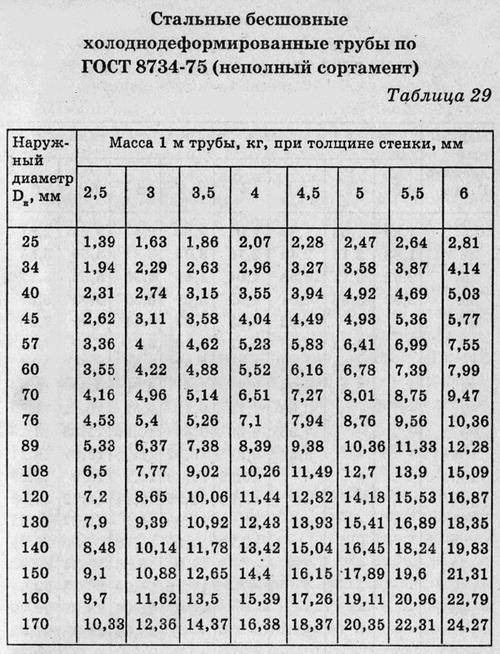
Трубы стальные бесшовные холодно деформированные по ГОСТ 8734
Для прокатки используют круглые стальные заготовки. Заготовка нагревается в специальных печах до температуры начала кристаллизации для получения необходимой пластичности. Затем прошивается и попадает в прокатный стан, где с помощью вальцов формируются черновые размеры изделия. Последняя операция, это калибровка и нарезка определенной длины.
В отличие от горячедеформированной трубы, холоднодеформированная во время калибровки получает дополнительную термообработку, что делает такие изделия устойчивыми и долговечными.
Холоднодеформированные изделия делятся на следующие категории, где главным критерием является отношение диаметра D к размеру стенки S:
- Особотонкостенные, при отношении D/S больше 40. Если размер D=20 мм и меньше, размер S=0,5 мм и меньше.
- Тонкостенные, при отношении D/S от 12,5 и меньше 40. Кроме того трубы при D=20 мм. и меньше, при S=1,5 мм, и меньше.
- Толстостенные, при отношении D/S от 6 до 12,5.
- Особотолстостенные при отношении D/S меньше 6.
Тонкостенные и особотонкостенные трубы применяются в различных гидравлических системах, автомобильных моторах, промышленных холодильных установках, а также в медицинской и пищевой отрасли. Основное применение толстостенных труб – это нефтяная и газовая промышленность.
Тонкостенные холоднокатаные изделия
Трубы стальные электросварные по ГОСТ 10704
Технология изготовления включает в себя несколько этапов, которые объединены в один непрерывный процесс:
- Резка листовой заготовки. Она выполняется на высокоточных станках и позволяет получать заготовки одинаковых размеров.
- Для получения бесконечной ленты полоски свариваются между собой, предварительно пропущенные через систему валиков для устранения дефектов поверхности.
- Полученную заготовку пропускают через систему горизонтальных и вертикальных вальцов, с помощью которых формируется изделие.
- Сварка кромок производится с помощью высокочастотной сварки. Кромки заготовки нагреваются индуктором до температуры плавления, а потом сдавливаются обжимными роликами. Другой способ, когда кромки нагреваются с помощью высокочастотного генератора, ток подается на кромки с помощью контактов.
Высокочастотная сварка
- Калибровка и снятие грата. Заготовку охлаждают, а потом пропускают через калибровочные валики, для устранения овальности и обеспечения необходимых размеров.
- Резка изделия. Заготовки разрезаются в необходимый размер.
- Контроль качества изготовляемых изделий производят тремя способами: контроль сварного шва, испытание с помощью повышенного давления воды и сплющивание. Для контроля сварного шва, в основном применяют ультразвуковой способ. Дефектоскоп расположен непосредственно на линии после сварочной операции. Контролю подвергаются 100% изделий. Гидроиспытанию подвергаются 15% изделий из партии. А проверку на сплющивание проходят два изделия из партии.
Схема изготовления электросварных труб Электросварные трубопроводы широко применяются при прокладке инженерных сетей, которые выдерживают большие нагрузки и давления. Изделия диаметром 1200 мм. используют при монтаже почти всех магистральных газопроводов и нефтепроводов.