
Плюсы и минусы
Чем же так удобна стыковка медных пустотелых предметов при помощи компрессионных крепежных элементов?
Самое, основное – это то, что для выполнения монтажа нет необходимости иметь под рукой специальное оборудование, инструментарий и не нужно греть трубы до высокой температуры (про цены на электросварные муфты написано здесь).
Что из этого следует?
Благодаря обжимным фитингам, трубы можно без особых проблем монтировать в труднодоступных местах.
Инструменты, которые будут вам нужны:
- гаечный ключ,
- резак,
- калибратор.
Время проведения работ сведено к минимуму, трудозатраты — небольшие (про монтаж сгона прочитайте здесь).
А в итоге, у вас получится качественная, долговечная и герметичная система.
Но, несмотря на все достоинства, у конструкции имеются и недостатки.
В чем они заключаются?
Время-от-времени, обжимные крепежные элементы нуждаются в проверке. Их нужно регулярно подтягивать.
Запомните, бетонировать соединение, ни в коем случае нельзя.
Компрессионные штуцера считаются не такими надежными, как пайка.
Кроме всего прочего, у них есть еще одно весомое преимущество:
конструкция считается многоразовой.
Ее можно собирать и разбирать неоднократно.
Но, как показывает практика, соединение, которое использовалось два или три раза, может оказаться не надежным. И по обыкновению, оно нуждается в скорой замене.
Как выбрать подходящие пресс-клещи
Выбирая пресс-клещи для работы с трубами из металлопластика, необходимо знать их максимальный диаметр. Эти и другие необходимые технические данные прописываются в паспорте на инструмент. Пресс-клещи снабжаются набором вкладышей, при помощи которых можно обжать изделия с меньшими сечениями.
При покупке важно обращать внимание на наличие встроенных систем оптимизации и контроля работ:
- OPS;
- APS;
- APC.
OPS – это система ступенчатых фиксаторов, благодаря которым происходит оптимизация и увеличение прилагаемых усилий. При наличии АPS нагрузка на гильзу при опрессовке будет распределяться равномерно. Эта усовершенствованная система облегчает работу, поскольку степень прилагаемых усилий напрямую зависит от размеров фитинга. При наличии АРС процесс обжима не прервется до тех пор, пока опрессовка гильзы не будет полностью завершена. Такая система контролирует создание герметичного соединения самостоятельно.

Для труб диаметром до 3,2 см следует применять клещи с гидроприводом
Большинство ручных пресс-клещей рассчитано на обжим труб сечением до 2,6 сантиметров. Усиленные механические и гидравлические ручные модели позволяют работать с изделиями диаметром до 3,2 см.
Действия перед применением клещей
Соединяя фитинг с металлопластиковой трубой методом опрессовки, важно придерживаться определенной последовательности действий. Сначала от бухты отмеряется требуемый отрезок
Для этого можно использовать либо рулетку, либо отметки на наружной поверхности изделия.
Мерная часть отрезается ножницами для труб из металлопластика
Важно добиться максимально ровного среза, который составляет прямой угол с центральной осью изделия. Если используются ножницы гильотинного типа, то их нижний край необходимо держать параллельно трубной поверхности, слегка в нее вдавливая
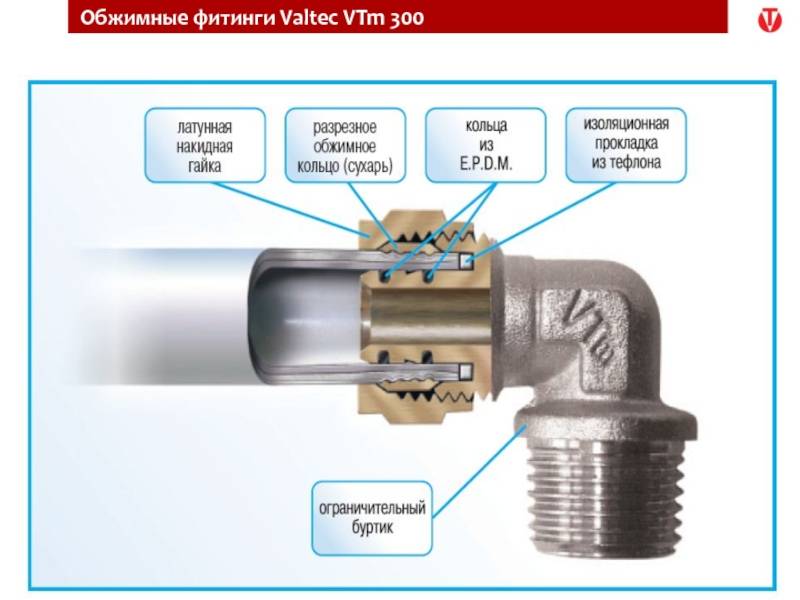
Далее торцы металлопластиковой трубы калибруются специальным инструментом. Применяемые калибраторы способны не только выровнять форму среза, но и снять внутреннюю фаску. Потом на трубу надевается обжимная гильза, снятая с фитинга, а его штуцер вставляется в срез. Торцы соединяющихся элементов плотно прижимаются. Место соприкосновения торцов должно быть изолировано уплотнительной прокладкой, которая предохранит элементы от электрокоррозии и обеспечит герметичность.
Положение трубы в гильзе контролируется, используя круглый вырез на ее краю. На следующем этапе используются пресс-клещи.

Резать трубы нужно специальным инструментом, чтобы не было заусенцев
Виды сантехнических труб и соединений
Материал для изготовления труб достаточно много. Каждый вариант имеет свои особенности, достоинства, недостатки и рекомендации к использованию. Главное ознакомиться с основной информацией.
Виды труб:
- Металлические;
- Пластиковые;
- Металлопластиковые.
Для первого варианта чаще всего используют сталь, медь и нержавейку. Пластиковые трубы представлены полимером, полипропиленом и сшитым полиэтиленом. Металлопластиковые коммуникации представляют собой комбинацию пластика и металла.
Среди всех вариантов большую популярность имеет металлопластик. Среди преимуществ отмечают гладкость внутренних стенок, устойчивость к коррозии, простой монтаж, долговечность. Главный недостаток – особенности соединения.

Пластик также широко применяется за счет устойчивость к коррозии и гладкой поверхности. Металл по немного отходит в прошлое. Не смотря на всю прочность, материал склонен к коррозии. При этом монтаж достаточно затруднен, ведь требует только сварки.
Среди соединений отмечают разъемное и неразъемное. Выбор оптимального варианта зависит от материала труб и способа монтажа. Так цанги должны быть в постоянном доступе, чтобы предотвратить протечку.
Чем соединять фитинги
Для монтажа пресс-фитингов используется такой вид инструмента, как пресс для обжима.
Тип этого соединения можно разбить на три главные составляющие:
- корпус, который может быть в виде тройника, муфты, угла;
- гильза, которая как раз и подвергается сжатию и не теряет своей формы при эксплуатации (обычно изготавливается из нержавеющей стали);
- клипса, задача которой является соединение между собой корпуса и гильзы.
Для качества и герметичности соединения необходимо выполнить следующие этапы:
- Замеряем и отрезаем трубу под прямым углом.
- Выполняем калибровку (для устранения овальности при отрезании трубы).
- Надеваем на трубу гильзу.
- Затем в трубу вставляем фитинг.
- После этого гильза обжимается ручными или гидравлическими клещами (обжатие выполняется однократно, повторное не допускается).
Клещи – это не зверь, а оборудование для монтажа
Если с пресс-фитингами все понятно, то теперь подробнее разберемся с инструментом для их монтажа. Это пресс-клещи, которые могут быть ручными, электромеханическими или гидравлическими.

Дома достаточно будет и ручных пресс-клещей
Для домашнего и нечастого использования достаточно будет ручного инструмента, при правильном выполнении работ он не уступит в качестве соединений своему гидравлическому собрату, а цена его покупки ниже.
Читайте о ручном инструменте здесь: https://kvarremontnik.ru/ruchnojj-press-dlya-press-fitingov/
Для промышленного использования или для специалистов, которые профессионально занимаются монтированием различных трубопроводов, больше подходят гидравлические или механические, которые за короткий промежуток времени способны выполнить большое количество соединений труб.
Мужчина работает с гидравлическими клещами
Рынок инструментов для пресс-фитингов на сегодняшний день представлен такими компаниями как VALTEK, VIEGA, REMS, PEXAL, VIRAX и многими другими.
Совет! Если вам нужно провести незначительные работы для монтирования пресс-фитингов, у вас нет необходимости покупать инструмент. Многие магазины предлагают взять его напрокат. В магазине вы оставляете залоговую сумму (которая по возвращении пресс-клещей возвращается) и деньги за аренду инструмента.





В современных наборах есть насадки для разных диаметров труб
Разные виды пресс-клещей предназначены для монтажа труб определенного диаметра. Но сейчас существуют модели, которые могут использовать специальные вкладыши, для работы одними клещами с разными диаметрами труб.
Также есть усовершенствованные варианты моделей, которые можно распознать по маркировке:
- OPS – за счет использования фиксаторов ступенчатого типа увеличиваются приложенные силы для обжатия гильзы.
- АРС – выполняется автоматический контроль работы, и пресс не откроется до окончания успешного обжатия гильзы.
- APS – прибор автоматически распределяет прилагаемые усилия.
Электромеханические аппараты работают от электросети, но есть модели, которые могут работать от аккумулятора, что делает их более универсальными.
Совет! Специалисты рекомендуют для выполнения соединений систем трубопровода по возможности использовать инструменты для пресс-фитингов и сами фитинги одного производителя, например такой является фирма VALTEX, но есть и другие. Это послужит дополнительным фактором качества проводимых работ и герметичности системы в целом.
Сегодня цены на ручные пресс-клещи цены стартуют от 70 у.е и выше, на профессиональные электрогидравлические – цены начинаются от 500 у.е.
Надеемся, что статья была вам полезна. Если не сложно, нажмите, пожалуйста, кнопки социальных сетей, расположенные ниже.
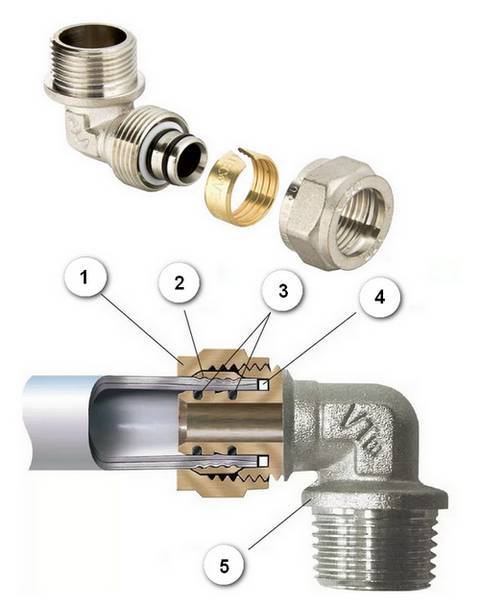
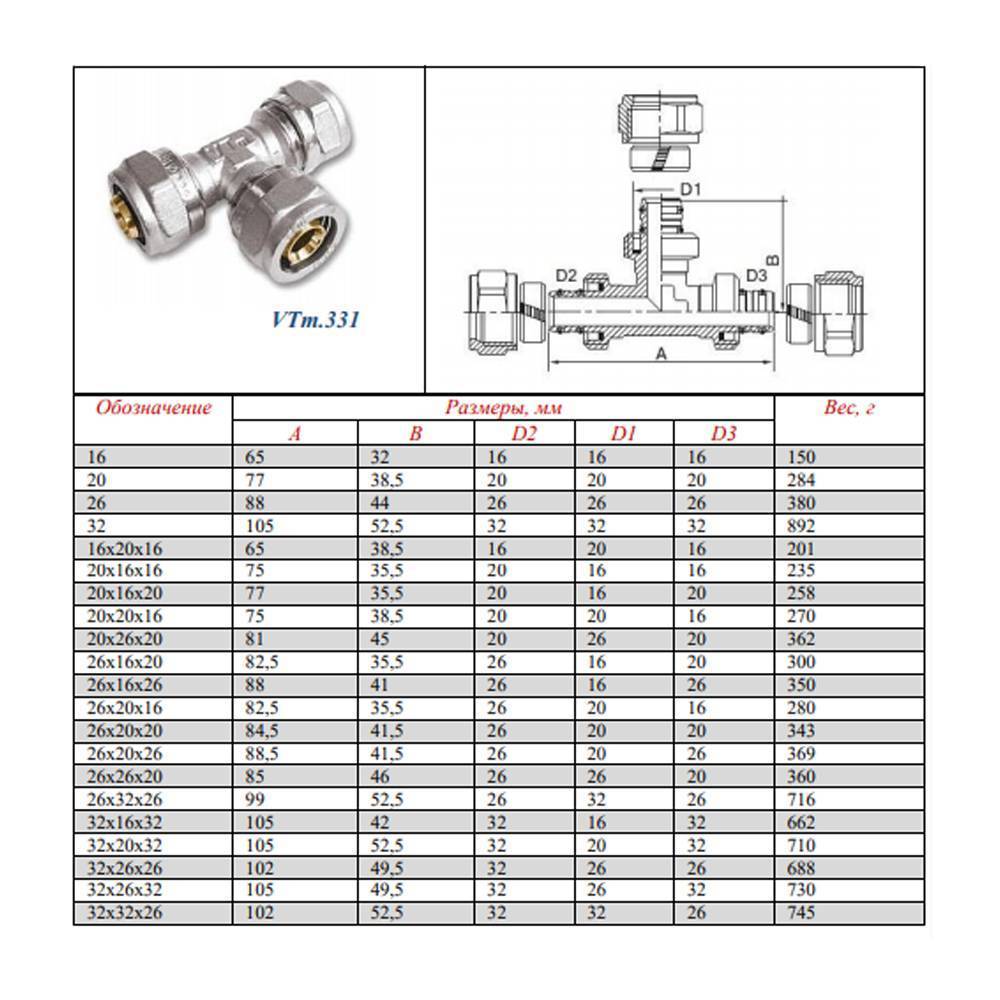
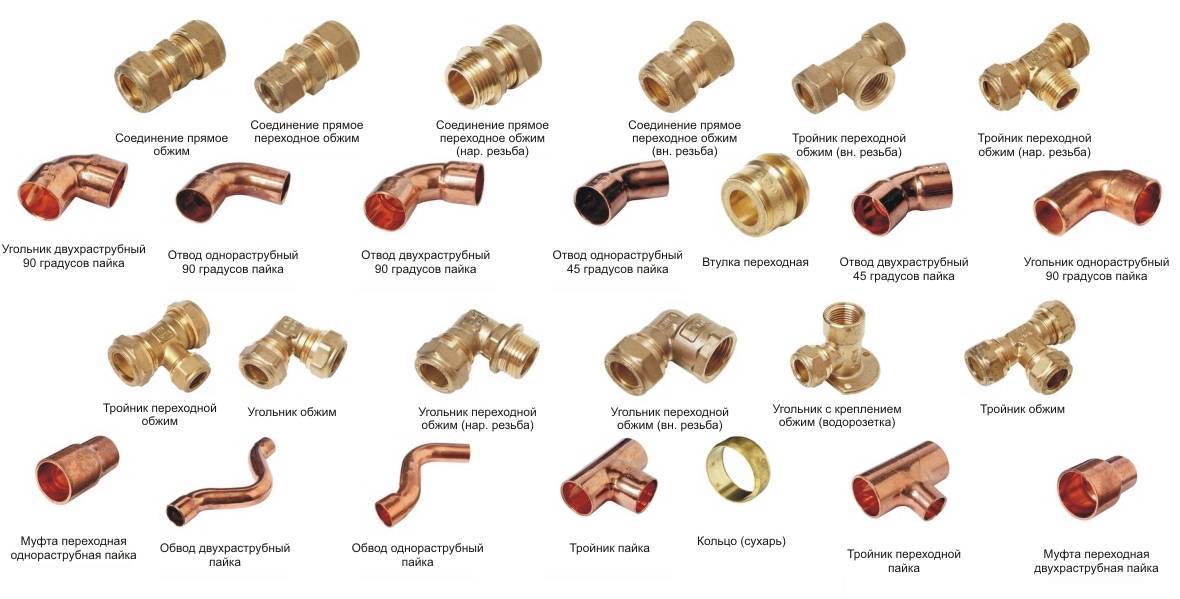
Виды фитингов
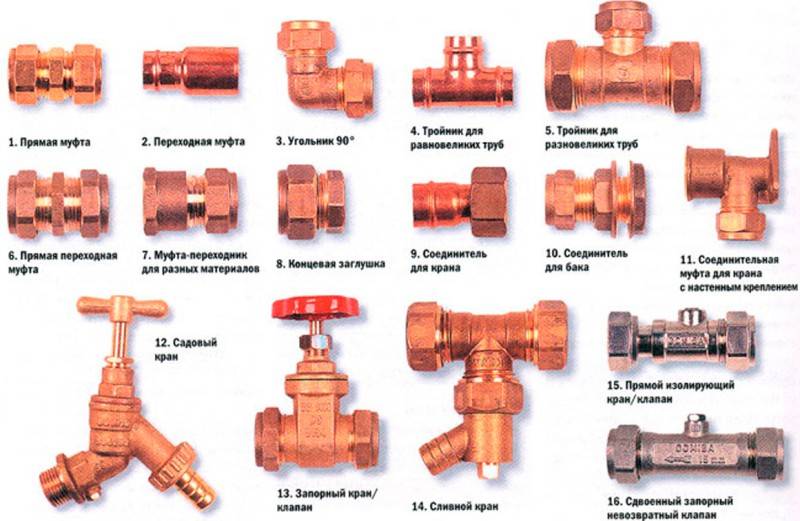
Вся соединительная арматура разделяется на несколько видов по выполняемым функциям:
- Прямые – для прямого соединения двух труб одного диаметра. Называют такие фитинги муфтами, корпус обычно имеет форму цилиндра.
- Переходные – для прямого соединения двух труб разных диаметров. Переходники, или редукторы, имеют сложную форму: два коротких разноразмерных цилиндра соединены усеченным конусом.
- Угловые, или поворотные, – для соединения одинаковых труб под углом. Такие фитинги называют отводами или уголками, угол изгиба корпуса – от 15 до 90 градусов.
- Разветвительные – для объединения двух и более потоков или разделения одного потока на несколько. Корпуса тройников имеют три патрубка, диаметры которых могут различаться. Корпуса крестовин состоят из четырех или более патрубков, соединенных под прямым углом.
- Герметизирующие – для перекрытия свободных патрубков. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Какие виды выпускают

Фитинги можно классифицировать по материалу, из которого они изготовлены, по способу монтажа, а также по форме и назначению. Они применяют при пайке, сварке и разъемных соединениях.
В зависимости от материала фитинги бывают металлические (из металлов и сплавов) или пластиковые (из полиэтилена низкого давления или полипропилена).
По способу монтажа они делятся на три группы:
- резьбовые;
- обжимные;
- под пайку или сварку.
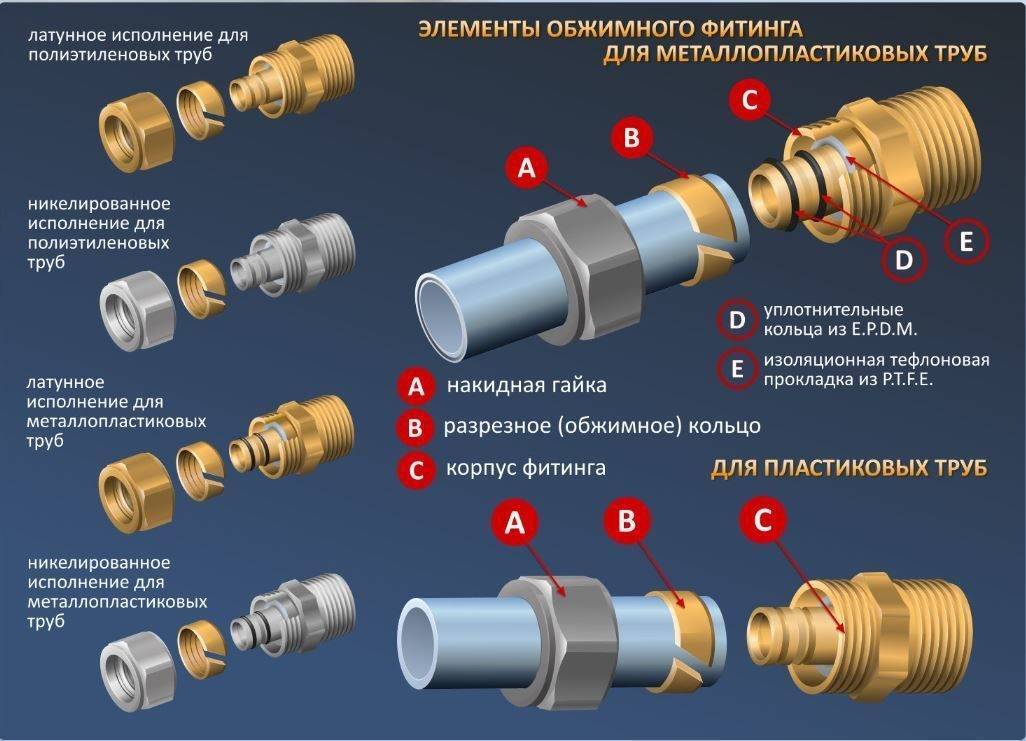
Обжимные фитинги, в свою очередь, могут обжиматься либо при помощи специального инструмента, либо затягиванием кольца гайки. И кольцо и накидная гайка являются частью конструкции и всегда поставляются в комплекте.
По назначению разделение следующее:
- соединительные – муфты, сгоны, штуцеры, переходники с одного диаметра на другой или с одного способа соединения на другой;
- изменяющие направление трубопроводов – отводы, колена. Иногда одновременно с изменением направления изменяется и диаметр или способ монтажа;
- разветвляющие – тройники, крестовины, позволяющие разделить трубопроводы на несколько направлений.
При производстве металлических изделий под сварку часто используют сталь, но в последнее время наибольшее распространение получают медные фитинги под пайку, а также резьбовые компоненты.
Резьбовые детали для металлических трубопроводов изготавливают из медных сплавов – латуни или бронзы. Они прочнее медных.
Соединения осуществляются путем накручивания одной резьбы на другую с использованием уплотнения изо льна, сантехнической нити, фум-ленты. Размеры резьбовых элементов обычно указываются в дюймах и долях дюйма.
Пластиковые
 Для устройства полиэтиленовых трубопроводов используют фитинги ПНД (из полиэтилена низкого давления). Они бывают резьбовыми, обжимными под гайку или под пайку.
Для устройства полиэтиленовых трубопроводов используют фитинги ПНД (из полиэтилена низкого давления). Они бывают резьбовыми, обжимными под гайку или под пайку.
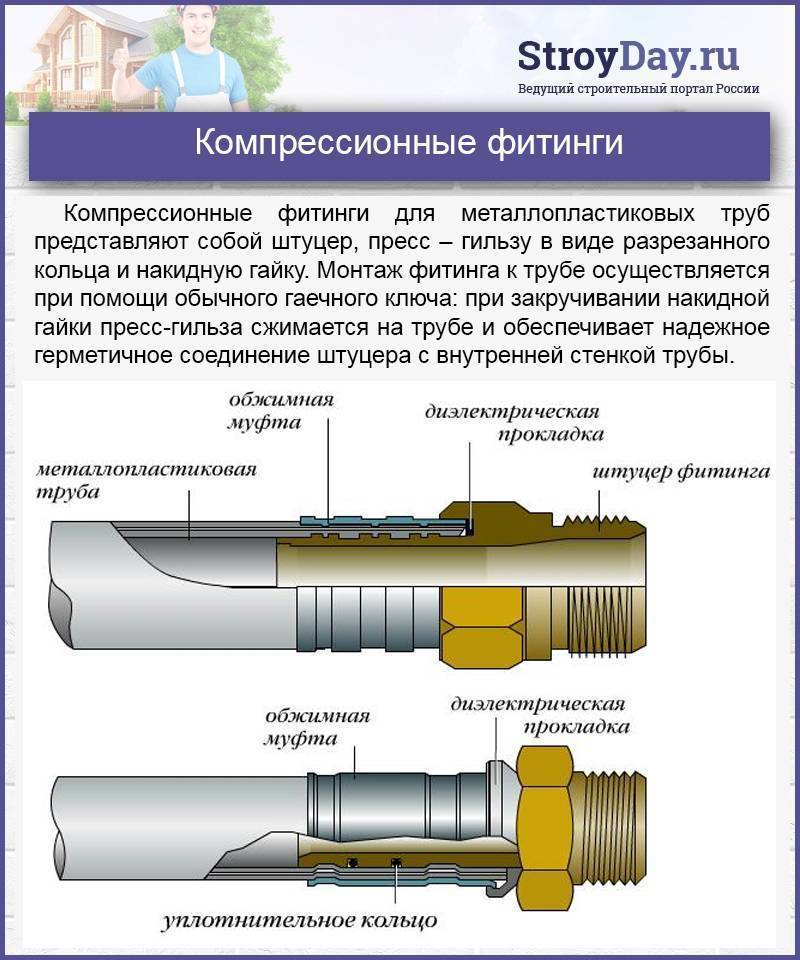
В конструкции обжимных фитингов из полиэтилена предусмотрены, кроме обжимных колец, резиновые уплотнительные кольца. Эти кольца при монтаже соединения устанавливают в зазор между наружной поверхностью трубы и внутренней поверхностью фитинга.
Полиэтиленовые компоненты под пайку изготавливают с таким расчетом, чтобы трубка плотно, но без усилия, вставлялась в фитинг после разогрева специальным паяльником.
 Детали из полипропилена используют для монтажа трубопроводов из такого же материала. Такие стыки осуществляются только пайкой при помощи .
Детали из полипропилена используют для монтажа трубопроводов из такого же материала. Такие стыки осуществляются только пайкой при помощи .
Иногда используют фитинги из полипропилена, в которые впаяна металлическая резьба. Такие изделия необходимы там, где нет возможности создать неразборное соединение в силу технологических требований или из-за плохого доступа к месту монтажа. Их также применяют для установки сантехнических приборов, например смесителей.
Часто в промышленности и в быту используются трубы и шланги из поливинилхлорида. Они натягиваются на штуцеры и фиксируются обжимными хомутами.
Иногда ПВХ трубы обладают термоусадочным эффектом и для надежного контакта достаточно просто подогреть конец трубки, одетый на штуцер. После остывания шланги плотно обжимают фитинг.
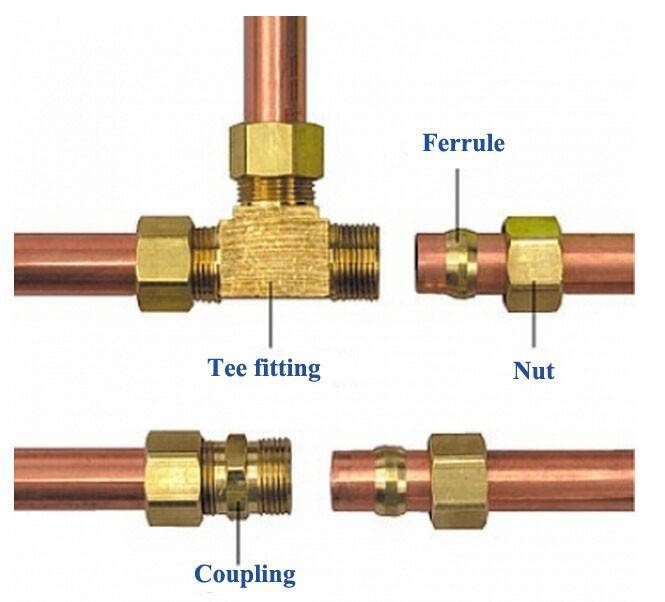
Металлопластиковые
 До сих пор все рассмотренные виды соединительных элементов были из того же материала, из которого были изготовлены трубы. Для пайки это очевидно, ведь материал труб и фитингов должен обладать одинаковой температурой плавления.
До сих пор все рассмотренные виды соединительных элементов были из того же материала, из которого были изготовлены трубы. Для пайки это очевидно, ведь материал труб и фитингов должен обладать одинаковой температурой плавления.
Резьбовые и обжимные фитинги для пластиковых труб также изготавливаются из пластика. Но существует еще один вид труб – металлопластиковые.
Их стенки состоят из двух слоев полиэтилена, между которыми запаяна металлическая (чаще алюминиевая) прослойка. Эта прослойка армирует трубы, а полиэтилен защищает ее от коррозии.
Такие трубы соединяются металлическими обжимными фитингами. Соединение может быть разборным – в случае применения фитингов с гайками, и неразборным – в случае использования пресс-фитингов, обжимаемых специальными клещами.
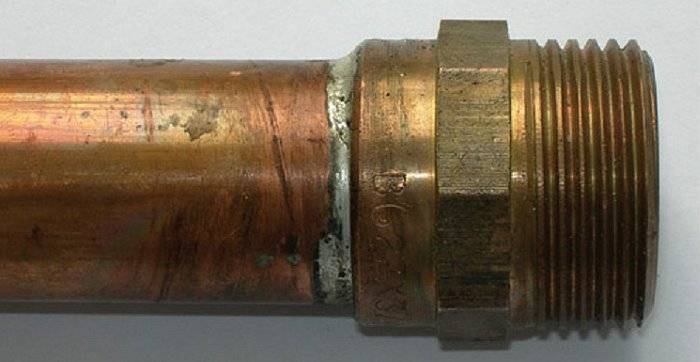
Из меди и бронзы
 Наиболее распространенные соединения медных труб бывают обжимными или под пайку. Их делают из меди или бронзы. Пользуются спросом медные тройники, колена, различные виды муфт под пайку, без которых невозможно собрать трубопровод.
Наиболее распространенные соединения медных труб бывают обжимными или под пайку. Их делают из меди или бронзы. Пользуются спросом медные тройники, колена, различные виды муфт под пайку, без которых невозможно собрать трубопровод.
Обжимные медные фитинги включают в конструкцию неразрезное обжимное кольцо и накидную гайку.
В случае разборки стыка с целью замены участка трубопровода кольцо использовать повторно невозможно, так как оно остается плотно обжатым на сменяемой трубе. В торговой сети кольца для медных обжимных фитингов различных размеров реализуются отдельно.

Припои для пайки медных труб
Паяные соединения зависят от капиллярного эффекта, когда расплавленный припой буквально затягивается в зазор между фитингом и медной трубой. Флюс при этом действует как смачивающий агент и при правильном нанесении обеспечивает равномерное распределение расплавленного припоя по соединяемым поверхностям.
Выбор припоя зависит, прежде всего, от рабочего давления и температуры системы. Следует также учитывать нагрузки на соединения, вызванные тепловым расширением и сжатием.
Однако в этом нет необходимости, когда длина медной трубы мала или когда в длинном проходе медной трубы используется расширительная петля.
При таких вариантах напряжения, вызванные изменением температуры, обычно незначительны. Паяные соединения на медной трубе, традиционно выполняются:
- 50/50 оловянно-свинцовым припоем (ASTM B32 Alloy Sn50),
- 95/5 оловянно-сурьмяным припоем (ASTM B32 Alloy Sb5),
- бессвинцовыми припоями (ASTM B32 Alloy E и другими).
Оловянно-свинцовый припой 50/50 удачно подходит для умеренных давлений и температур. Под более высокие давления или для высокой прочности соединения несколько иначе. Здесь предпочтительнее использовать припой 95/5 с содержанием сурьмы и сплавы E и HB.
Для непрерывной работы при температурах, превышающих 120°C, или там, где требуется самая высокая прочность соединения, следует использовать паяльные присадочные металлы.

Припой для работы с медными трубами используется в различных сочетаниях состава. Конкретный выбор состава зависит от типа медной трубы и назначения создаваемой системы Трубные соединения, выполненные припоем серии ASTM B32, допускается использовать в системах питьевой воды. Припои, содержащие свинец в концентрациях более 0,2%, запрещены для систем питьевой воды.
Разрешено использовать 50/50 оловянно-свинцовый припой в некоторых системах отопления, вентиляции и кондиционирования, на дренажных и других системах трубопроводов.
Инструмент с электрогидравликой
Электрогидроприводные модели прессов для труб отличаются небольшими габаритами, весом, а также высокой производительностью и простотой применения. Они используются для обжима изделий сечением до 110 миллиметров.
По виду питания электрогидравлические прессы бывают:
- сетевые;
- аккумуляторные;
- универсальные.

Профессиональный инструмент может оснащаться электроприводом и работать от аккумулятора
Аккумуляторные модели работают от батареи, встроенной в них, сетевые – от обычной электросети, универсальные способны функционировать в обоих режимах. Электрогидроприводные клещи используют только универсальные съемные пресс-головки, рассчитанные на отдельное сечение металлопластиковой трубы.
Пресс-клещи такого типа позволяют равномерно распределить нагрузку по всей поверхности стыка и работают более плавно. Этим объясняется высокое качество полученных соединений.
Категории трубопроводной арматуры
Блоки предохранительных клапанов2
Вентили стальные104
Вентили чугунные47
Задвижки нержавеющие16
Задвижки стальные – ХЛ3
Задвижки стальные77
Задвижки чугунные37
Задвижки шланговые1
Канализационная арматура6
Клапана обратные96
Клапана предохранительные50
Клапана регулирующие72
Конденсатоотводчики стальные3
Краны бронзовые23
Краны стальные – ХЛ45
Краны нержавеющие31
Краны стальные79
Вентили бронзовые18
Краны титановые1
Краны чугунные2
Метизы3
Насосы2
Отводы20
Отопительное оборудование36
Переключающие устройства1
Переходы18
Регулирующая арматура31
Пожарная арматура44
Счетчики воды31
Тройники14
Трубы46
Указатели уровня3
Уплотнительные материалы18
Фильтры, грязевики54
Фитинги26
Фланцы32
Элеваторы7
Электроприводы1
Шаровые краны81
Другое28
Пневмоприводы2
Конденсатоотводчики чугунные2
Затворы стальные38
Затворы чугунные31
Вентили энергетические1
Задвижки энергетические3
Клапана энергетические1
Клапана отсечные12
Компенсаторы сильфонные40
Капиллярные соединительные элементы
Они больше остальных подойдут для трубопрокатных изделий из меди и стали. Они на внутренней стороне под нарезанной резьбой имеют очень тонкую проволоку из меди, олова, или серебра. Эта проволока и становится припоем.
Видео
Заготовку, которую покрыли флюсом, вставляют в фитинг. Горелкой разогревается место стыка. Нагрев выполняется до того времени, пока расплавленный припой не наполнит пространство.








После этого стык оставляют, ему необходимо остыть. Через некоторое время место стыка чистят специальными чистящими средствами для работы с медью.
Как устроен и работает фитинг под обжим
Это устройство включает в себя:
- Корпус;
- Обжимную гайку;
- Обжимное кольцо. Зачастую ставят одно или два кольца. Они повышают герметичность стыка, и обеспечивают противостояние высоким давлениям. Также это продлевает длительность использования конструкции.
Для производства этих элементов применяют:
- Латунь;
- Медь;
- Пластик;
- Металл.
Для медных трубопрокатных изделий чаще всего используют латунные фитинги. Их просто обрабатывать и они отличается невысокой стоимостью, если сравнивать его с медной продукцией.
А прочность латуни равняется нержавеющей стали, и укладывается она куда легче. Чтобы увеличить устойчивость фитингов из латуни, их покрывают никелем.

Покупая такие детали, необходимо учесть их вес (не берите легкие элементы). А еще специалисты рекомендуют приобретать их у известного изготовителя.
Так финансы не будут потрачены попусту, а магистраль будет работать бесперебойно и надежно.
Где применяются медные трубы
Фитинги и трубы из высококачественной меди не уступают по техническим качествам комплектующим для трубопроводов из других популярных материалов. В отличие от сплавов на основе железа, медь совершенно не ржавеет. Кроме того, она не боится ультрафиолета, экстремально низких и высоких температур, тогда как для полимерных соединений одинаково губительны солнечный свет, мороз и сильный жар. Медные трубы мало весят, просты в транспортировке, хранении и монтаже.

Все эти положительные качества позволяют трубной продукции из меди сохранять популярность в качестве комплектующих для монтажа систем:
- горячего и холодного водоснабжения,
- кондиционирования воздуха,
- газораспределения,
- отопления.
Фитинги для медных труб под развальцовку
Медная развальцовка (либо разборотовка) часто выполняется при осуществлении системы отопления и водопровода.
Осуществить этот процесс можно с помощью простого инструмента – стержня с коническим наконечником. Инструмент помещается в конец трубы из меди, и его проворачивают до приобретения необходимой геометрической формы. Этот способ очень прост, но в то же время он не даёт гарантии качественной развальцовки.

Фитинги медные под развальцовку
Лучшим вариантом для процесса разбортовки станет прибор, состоящий из струбцины (создаёт давление на рабочий конус) и подставки с несколькими отверстиями либо одним стандартным (вставляются трубы из меди разного диаметра). Такой способ развальцовки применяют домашние мастера.
Профессионалы применяют устройства для разборотовки, в составе которых есть эксцентрик и предохранительная трещотка. На концы труб надеваются гайки. Концы однородно раскатываются на данном устройстве по поверхности изнутри.
Общие сведения
Оптимальным решением во время монтажа водопровода в городах является применение труб из данного материала. Медные изделия не подвержены образованию коррозии, имеют долгий срок службы.
Справка! Изделия монтируют разными методами: путем пайки, сварки, либо используя фитинги для медных труб под обжим.
Положительные и отрицательные характеристики изделий. Монтаж трубопроводов при помощи обжимных фитингов провести быстро и просто. Данный метод не требует применения высоких температур либо специального оборудования.
Способ укладки позволяет вести работы в труднодоступных местах, для этого нужны инструменты в виде:

1.гаечных ключей.
2.калибратора.
3.резака.
Время, требующееся для проведения работ, невелико, зато трубопровод получается с высоким уровнем герметичности, может служить долго.
К недостаткам элемента для соединения конструкции относят необходимость периодически устраивать проверку, если надо подтягивать фитинг.
Важно! Так как фитинги требуют постоянной проверки, их нельзя монтировать под бетонную стяжку. Детали рассчитаны для систем с малым давлением, так как крепление менее надежное, нежели у труб, соединенных пайкой
Детали рассчитаны для систем с малым давлением, так как крепление менее надежное, нежели у труб, соединенных пайкой.
Если применять во время соединения обжимные устройства, то конструкцию можно применять много раз.
Внимание! Места стыков поддаются разборке и сборке много раз, при этом прочность соединения будет постепенно снижаться
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
https://youtube.com/watch?v=JIxYpuGdZW8
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.

Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
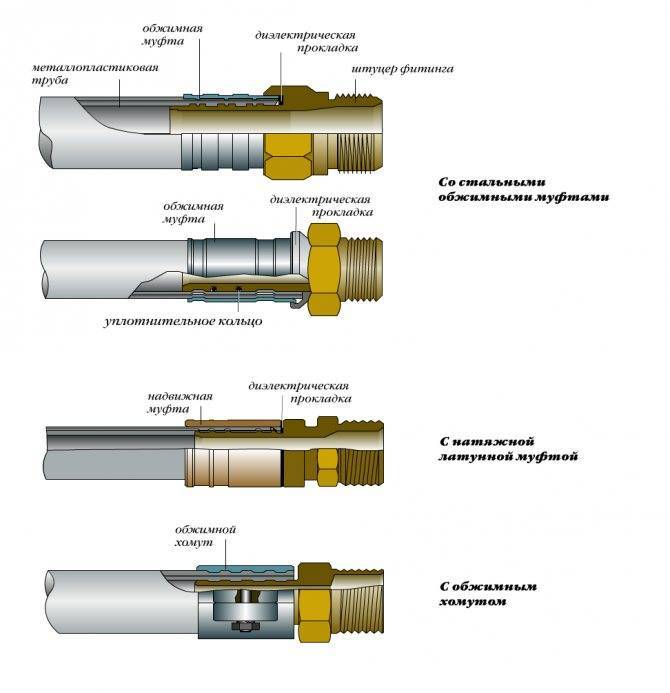
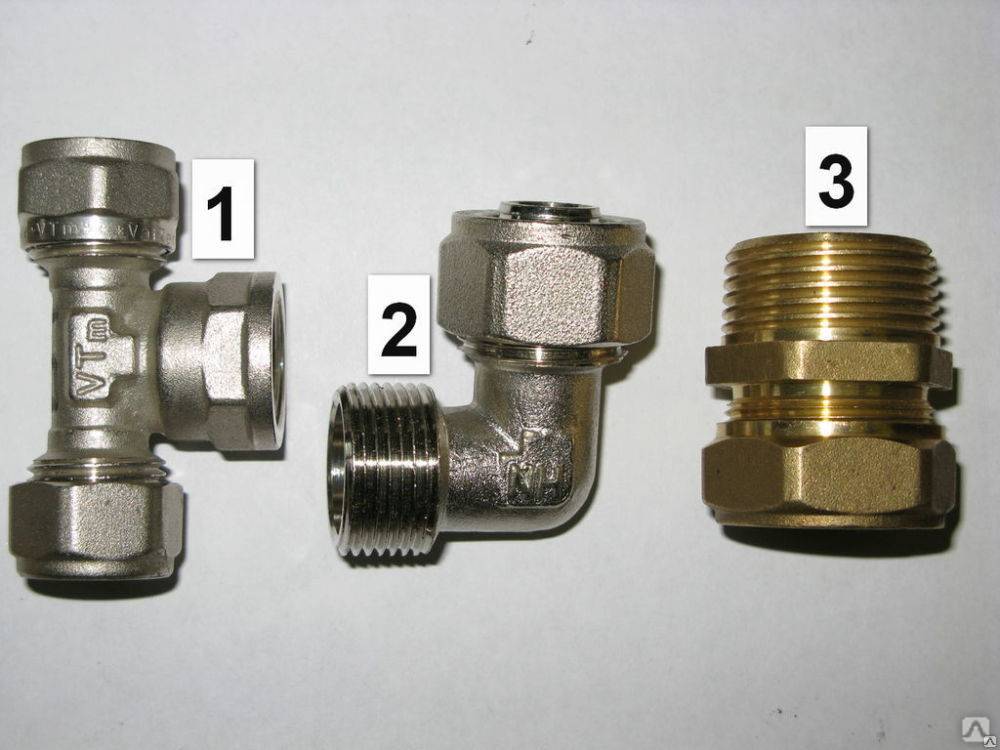
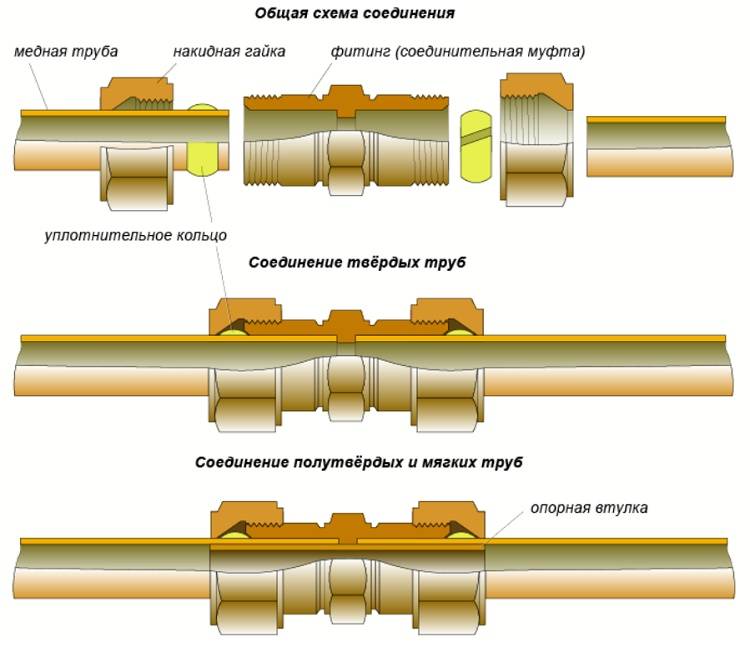
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
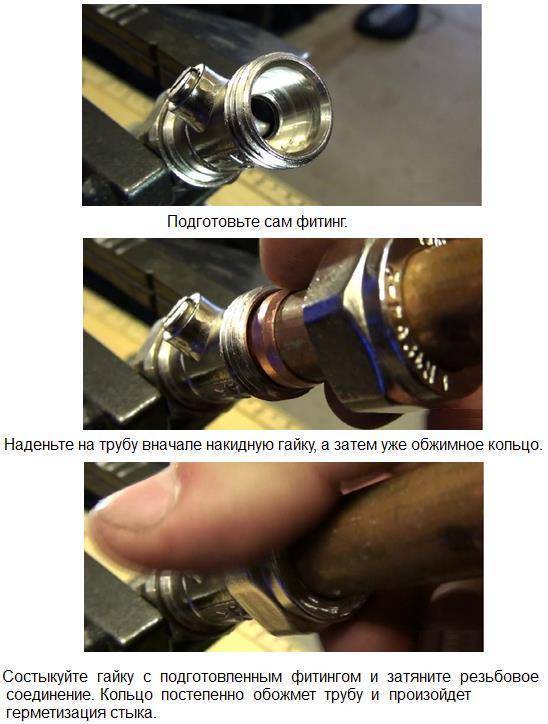
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
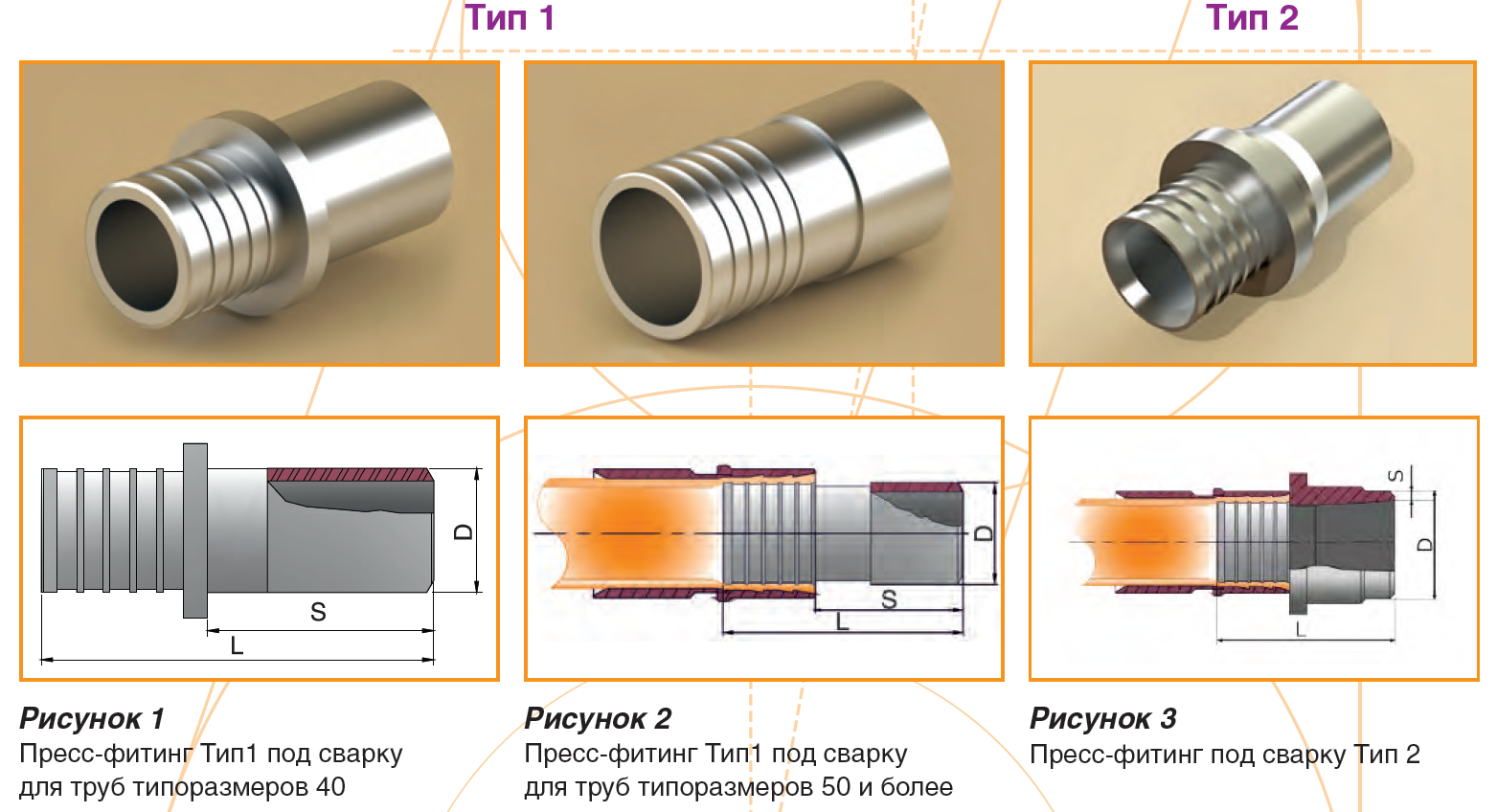
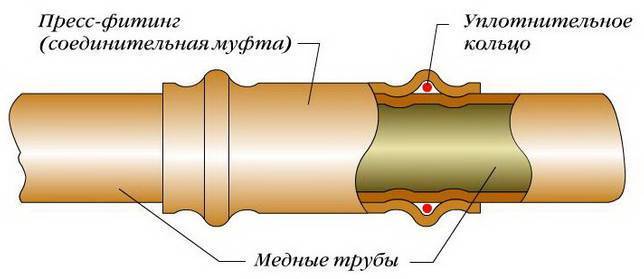
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.




Это интересно: Виды заглушек для профильной трубы – пластиковые и металлические
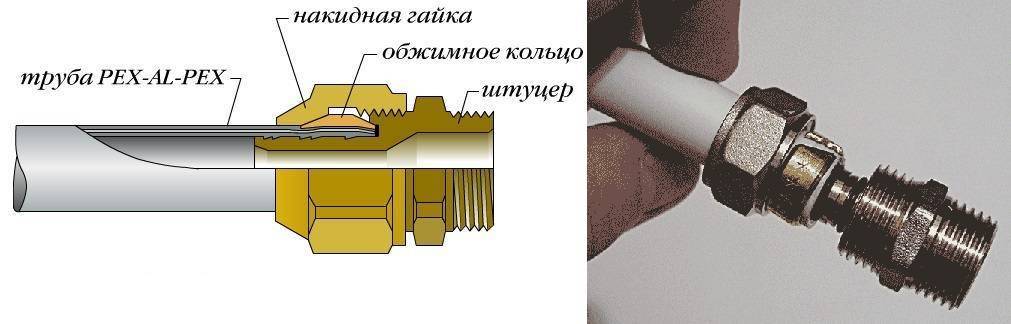
Принцип действия фитинга
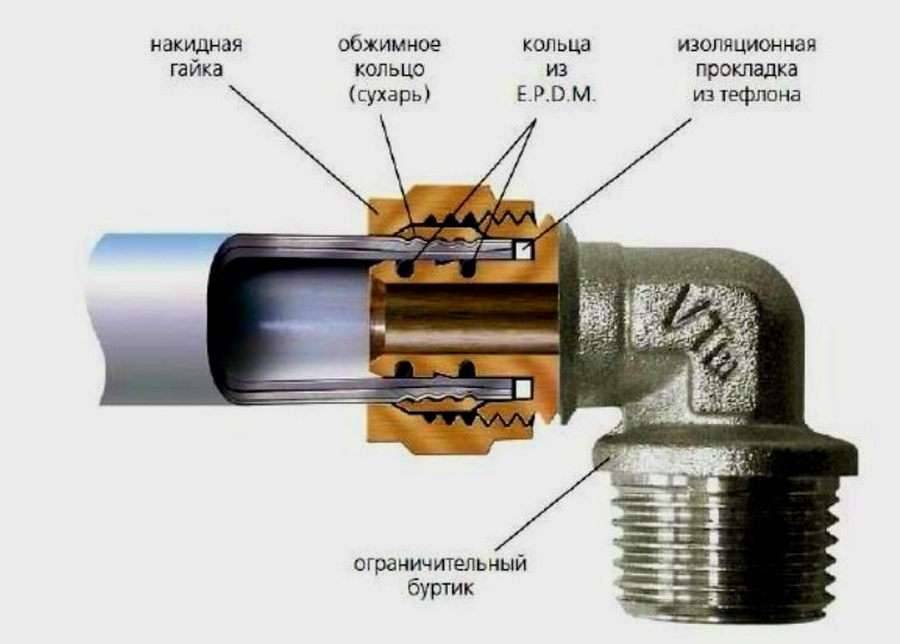
Обжимной фитинг состоит из:
1.корпуса.
2.обжимной гайки.
3.обжимного кольца. Можно оснащать одним либо двумя кольцами, предназначены обеспечивать герметизацию соединения, защищают от высокого давления, повышают износостойкость системы.
Внимание! В качестве уплотнителя лучше использовать не резину, а материал EPD M, так как имеет более долгий срок эксплуатации. Данные устройства изготавливают:
Данные устройства изготавливают:
1.из латуни.
2.из меди.
3.из пластика.
4.из металла.
В медных конструкциях применяют фитинги из латуни, во время эксплуатации не требуют особого ухода, стоят недорого, в отличие от медных деталей. По прочности они не уступают деталям из стали, но имеют более простую сборку. Для наделения деталей более прочными качествами применяют покрытие посредством никеля.
Во время покупки обращают внимание на вес изделий, не надо приобретать слишком легкие, лучше ориентироваться на продукцию известных марок. Так можно обеспечить долгую и надежную работу системы
Варианты стыковки труб из меди
При сборке отопления применяют различные методы монтажа. Так, стыковка медных труб производится разборным и неразборным методом. В первом случае используются фланцы, резьбовые крепления, фитинги, фиксирующиеся автоматически. При конструировании неразборной системы отопления прибегают к помощи прессования, пайки и сварки.
Сварочная стыковка
Давайте разберем процесс сварочного соединения медных труб. Такой прием стыковки применяется к трубам с диаметром от 108 мм. Толщина стенок отопительного материала должна составлять не менее 1,5 мм. Производить сварочные работы, в данном случае, необходимо только встык, при этом надлежащая температура должна равняться 1084 градусам. Стоит добавить, что данный вариант установки отопления не рекомендуется производить своими руками.
На сегодняшний день строителями применяется несколько видов сварочных работ:
- Газовая сварка с применением горелок ацетиленокислородного типа.
- Сварка с плавящимися электродами, выполняемая в среде инертных газов – аргона либо гелия.
- Сварка, при которой используются неплавящиеся электроды.
В большинстве случаев для стыковки элементов из меди используется дуговой метод сварки. Если трубы, которые планируется применять для сборки трубопровода, изготовлены из чистой меди, то здесь необходимо использовать неплавкие вольфрамовые электроды в среде аргона, азота или гелия. При сварке элементов из меди процесс должен проходить быстро. Это предотвратит образование на металлической основе трубы различных окислений.
Сварочная стыковка медных труб
Чтобы придать прочность такому соединению, по завершению стыковочных работ рекомендуется провести дополнительную проковку полученных соединений.
Соединение путем развальцовки
Случается, что применение сварочных горелок при монтаже отопительных систем создает некоторые неудобства. В этом случае рекомендуется прибегать к помощи развальцовки соединений медных труб. Данный метод монтажа получится разъемным, что сыграет положительную роль в случае вынужденной сборки отопления.
Операция такого рода потребует обязательного наличия приспособления для развальцовки. О том, как соединить трубы отопления путем развальцовки, мы постараемся подробно расписать далее:
- для начала зачищается наконечник трубы для того, чтобы удалить с ее поверхности задиры и заусеницы, образовавшиеся при распиле материала;
- на трубе фиксируется муфта;
- далее трубу вставляют в зажимное устройство, с помощью которого производится дальнейшая развальцовка;
- затем следует начать зажимать винт инструмента до той поры, пока угол торца трубы не достигнет 45 градусов;
- после того, как область трубы будет готова к соединению, следует подвести к ней муфту и зажать гайки.
Более наглядно о процессе можно узнать из представленного видео.
Прессовочный метод соединения
Кроме всех вышеперечисленных методов монтажа труб отопления существует также и прием прессования. Для стыковки медных элементов в этом случае необходимо вставить до упора подготовленный ранее конец трубы в муфту. После этого потребуется применение гидравлического или ручного пресса, посредством которого осуществится фиксация труб.
Если отопление планируется собрать из толстостенных труб, потребуются пресс-фитинги со специальными обжимными гильзами. Данные элементы дают возможность обжать трубы и фитинги для отопления изнутри, в то время как наружные уплотнители дадут отличную герметичность конструкции.
Соединения резьбового типа
К сожалению, медных труб с резьбовыми соединениями на рынке найти невозможно, а потому для стыковки частей теплосистемы принято использовать фитинги, которые имеют накидную гайку.
Для стыковки медных труб с трубами из других материалов применяют бронзовые или латунные фитинги с резьбой. Их использование исключает возможность гальванической коррозии. В том случае, если трубы различаются по диаметру, прибегают к помощи специальных расширителей.
Учитывая виды применяемых на сегодняшний день уплотнений для отопительных систем из меди, существует два типа резьбовых соединений:
- Уплотнения конического типа («американка»). Данные элементы рекомендуются для монтажа отопления в условиях высоких температурных показателей.
- Соединения плоского типа. Такие материалы предусматривают в своей конструкции уплотнители, изготовленные из различных по цвету полимерных материалов. Прокладки раскрашиваются в разные цвета для обозначения температур, при которых можно работать с такими элементами.
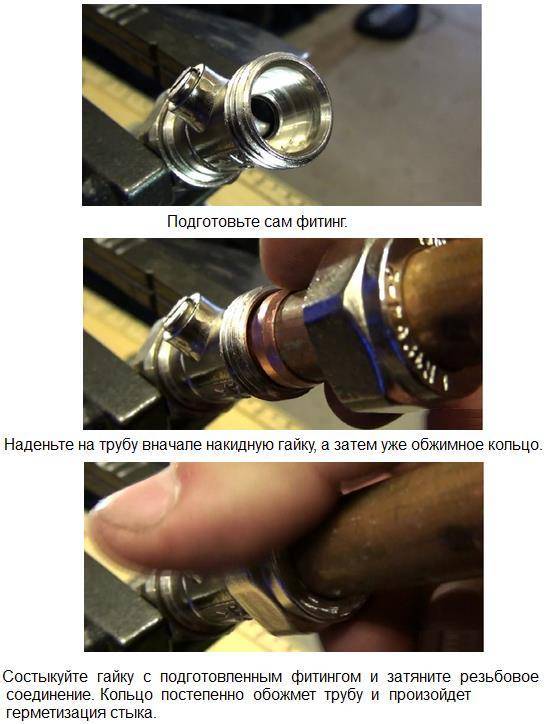
Схема выполнения соединения медных труб